天津不銹鋼法蘭廠家價格
法蘭焊接工藝:所需設備:手工電焊設備一套,手柄式角磨機一臺,電動氣錘一把,平面尺一把。焊前準備:1.檢查調試設備,確保設備正常運轉;2.準備φ℃-350℃烘干一小時。焊接過程:1、組裝把椎體和法蘭按圖紙要求組裝在一起,再平均把法蘭分成8等份。2、焊接由于法蘭較厚,坡口較大,因此采用分段對稱、多層焊接。焊縫質量:要求焊縫強度至少達到母材強度。焊縫表面平整光滑,無燒穿、氣孔、焊漏、夾渣、咬邊、未焊滿等缺陷。余高小于2mm。注意事項:1、打底時一定使用J506焊條手工堆焊,并采用小電流焊接。嚴格按照焊接工藝焊接。2、在每焊接完一個位置后,都要用水平尺卡一下法蘭平面的變形量。 對焊法蘭利用對焊工藝,實現管道與法蘭之間的連接。天津不銹鋼法蘭廠家價格
法蘭是一種機械部件,具有多種優點。首先,法蘭具有出色的連接性能,能夠將管道、閥門和其他管道組件連接在一起,實現高效、可靠的密封效果。其次,法蘭具有多種材質可供選擇,如不銹鋼、銅、鑄鐵等,能夠滿足不同場合、不同介質的要求。此外,法蘭的標準化程度較高,能夠方便快捷地采購和更換,減少了維修和維護成本。另外,法蘭還具有較強的抗腐蝕性能,可以在多種腐蝕性環境中使用。此外,法蘭還具有較好的抗震性能,能夠在地震等惡劣環境中保持穩定性和可靠性。總之,法蘭是一種優良的機械部件,具有多種優點,在機械、石油、化工、水利等領域得到廣泛應用。安徽絲扣連接法蘭作為一家社會責任感強的企業,森正管件致力于環保和可持續發展。

平焊法蘭是一種常用的管道連接設備,特別適用于處理一般腐蝕性介質的情況。在這種情境下,常用的密封墊片材料是耐酸石棉板,其優良的耐腐蝕性能使其成為此類應用的理想選擇。然而,在高壓設備及管道中,對密封墊片的要求更為嚴格。在這些情況下,通常會采用銅、鋁、10號鋼或不銹鋼制成的透鏡型或其他形狀的金屬墊片,以確保在高壓環境下的密封性和穩定性。高壓墊片與密封面的接觸寬度設計得非常窄,這種線接觸的設計能夠有效地減少泄漏的可能性,提高密封效果。同時,密封面與墊片的加工光潔度要求也較高,以確保墊片與密封面之間的緊密配合,進一步提高密封性能。
在焊接帶頸對焊法蘭管件時,由于反復加熱,可能會導致碳化物的析出。這一過程不僅會降低材料的機械性能,還可能使其耐蝕性受到損害。此外,由于這種法蘭管件的可硬化特性,以及焊接后產生的較大應力,容易在焊縫處產生裂紋。因此,在焊接過程中,必須采取一系列措施來預防這些問題的發生。當選擇焊條時,若采用與帶頸對焊法蘭管件同類型的鉻不銹鋼焊條(如G202、G207),則需要在焊接前進行300℃以上的預熱,并在焊后進行700℃左右的緩冷處理。這一步驟的目的是為了減小焊接過程中產生的應力,防止裂紋的產生。然而,如果焊件在焊接后無法進行熱處理,那么應選擇與帶頸焊法蘭管件相匹配的焊條,如A107、A207。對焊式法蘭的連接方式可根據具體需求選擇,確保連接的安全和可靠。

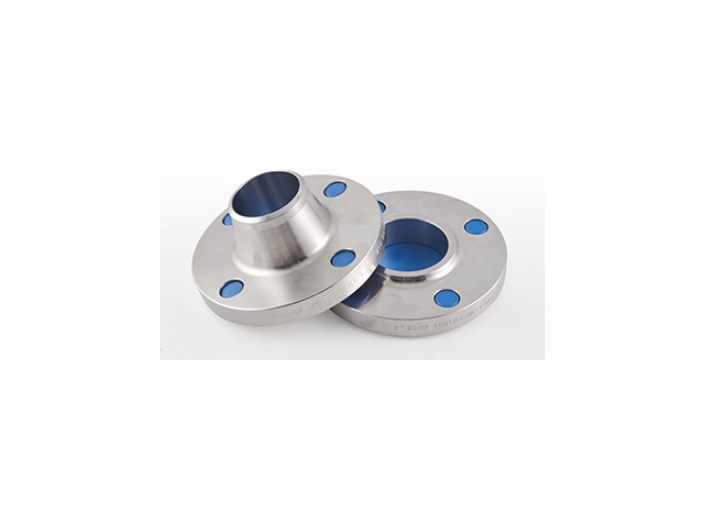
對焊法蘭與平焊法蘭的差異體現在焊縫類型、材料選擇、公稱壓力設定以及連接方式等多個方面。頸法蘭與非頸法蘭的焊接位置存在明顯差異,這直接導致焊縫形態的不同。在焊接形式上,平板焊縫由于其結構特點,無法進行X射線檢查,而對接焊縫則能夠接受此類檢查。當我們觀察管道與法蘭的連接焊縫時,可以發現帶頸平焊法蘭與管道之間形成的是角焊縫,而帶頸對接焊縫與管道之間則形成環焊縫。平面焊接具體表現為兩個圓角環焊的形式,而對接焊則特指對接焊縫。對焊式法蘭的螺紋對焊連接適用于較小的管道和低壓環境。北京管件法蘭生產廠家
法蘭認準上海斌秋廠家。天津不銹鋼法蘭廠家價格
公稱壓力方面,帶頸平焊法蘭的公稱壓力通常在0.6-4.0MPa之間,而帶頸的對接焊法蘭的公稱壓力則在1-25MPa之間。這意味著,在相同的條件下,帶頸平焊法蘭的額定壓力要低于帶頸的對接焊法蘭。因此,在需要承受更高壓力的場景下,通常會選擇使用帶頸的對接焊法蘭。連接方法上,帶頸平焊法蘭與帶頸對焊法蘭之間存在明顯的差異。帶頸平焊法蘭通常采用角連接的方式將管道和法蘭連接起來,這種連接方式簡單易行,適用于一些對連接精度要求不高的場合。而帶頸的對接焊法蘭,則是通過對接接頭的方式將法蘭和管道連接起來,這種連接方式可以實現更為緊密和牢固的連接,適用于對連接質量和密封性要求較高的場合。天津不銹鋼法蘭廠家價格
- 澆口套 2025-06-06
- 資陽磁控濺射卷繞鍍膜設備 2025-06-06
- 東莞新能源材料密煉機性能 2025-06-06
- 廣西自動卡條機參數 2025-06-06
- 遼寧精品銅球閥定制 2025-06-06
- 河北往復回轉振動盤哪里有 2025-06-06
- 寧夏個性化無油壓縮機推薦廠家 2025-06-06
- 蚌埠高壓廂式隔膜壓濾機報價 2025-06-06
- 湖南空調工業設備維修有幾種 2025-06-06
- 梁溪區常規床內園磨床 2025-06-06