上海日用品模具生產廠家
關于兒童模具加工制造流程的介紹:首先,確定好圖紙。兒童模具進行加工前,會進行圖紙的確認。不同的兒童模具在大小尺寸和凹槽度是不一樣的,在設計的時候肯定要根據自己的需求來的,也只有根據實際情況來設計,才有利于后期的加工,從而確保模具的精度以及加工的進度。其次,消化工藝細節。兒童模具進行加工中,要將模具所用到的加工方法和加工設備以及材料進行梳理,比如,加工設備的型號是否滿足模具的制作,不滿足時又應該作怎樣的調整,充分搞明白后,才能進入到下面的加工。然后,確定成型加工方式,對兒童模具制造過程有方向后,就要研究用何種方式來加工工模具了,是選擇直接加工還是做完其他步驟再來加工,這具體要看實際情況。加工方式,盡可能保證質量,以及縮短制造周期,從而節約成本。結尾,布局好詳細加工方案,對兒童模具制的時候可以按照方案來做,就能節省許多時間,也能按時交貨。塑料模具在其制作或完成后,會呈現一定的凹痕。上海日用品模具生產廠家
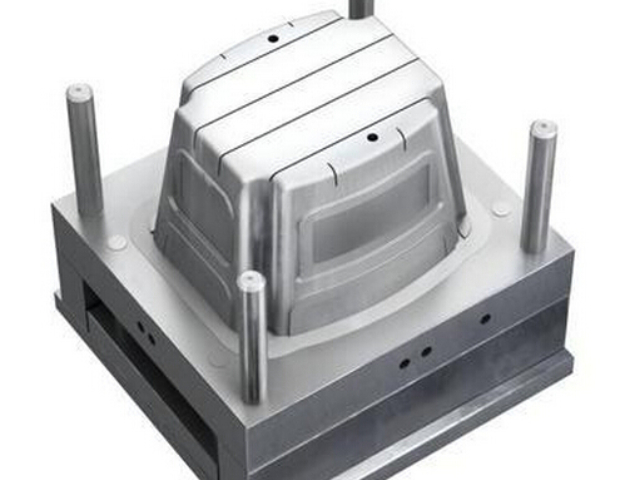
怎樣保證椅子模具壽命?很多人會說他們能保證一百萬模。但是誰知道他們怎樣保證這一點。他們能保證一副模具運行100萬模后還能沒有飛邊?假如你是通過人工去切割飛邊,那么我認為你能用這副模具生產1千萬模。因此你需要檢查鋼料的硬度以及這副模具是否有焊接部分。正常情況下,鋼料硬度應該是HRC33。椅子上的分型線很粗糙是危險的,為了避免出現尖銳的邊緣,我們必須在模具生產過程中注意很多方面:正常情況我們需要三次加工。從粗加工到鋼料硬化,當鋼料硬化后,我們再進行第二階段的數控銑,我們稱這一階段為半精加工,正常情況我們會留0.3mm的公差,然后等鋼料應力釋放,我們再進行精加工。這個時候的機器操作非常重要。進口日用品模具定制壓塑模具包括壓縮成型和壓注成型,主要用于熱固性塑料成型的一種模具。
兒童玩具模具廠一般都能夠提供哪些服務呢?一,提供一些建議。在兒童玩具模具廠幫助他們的客戶進行設計與生產的過程中,首先他們會根據自己以往的經驗,比如自己之前的其他客戶提供的設計與生產方案,為你提供一些比較理想的建議,比如你在需要生產兒童玩具殼的情況下,他們會根據他們所獲取的各種數據進行分析,看一下現在市場當中有哪些兒童玩具殼是比較流行的,當然并不是每一個兒童玩具模具廠都會提供這樣的服務,只是一些更加正規更加有實力的模具廠才會提供。二,充分分析你的需求。當你找到兒童玩具模具廠之后,他們并不會直接跟你索要需求方案或設計方案,而是會與你進行溝通與交流,看看你的需求到底是什么,畢竟你不是生產模具的專業人士,所以對于模具的生產可能也并不是特別了解,這時候你只需要告訴他們你的需求就可以了,他們就會根據你的需求去構思一個方案,然后幫助你進行設計與生產,所以說充分分析客戶需求也是這些模具廠必須要提供的服務。
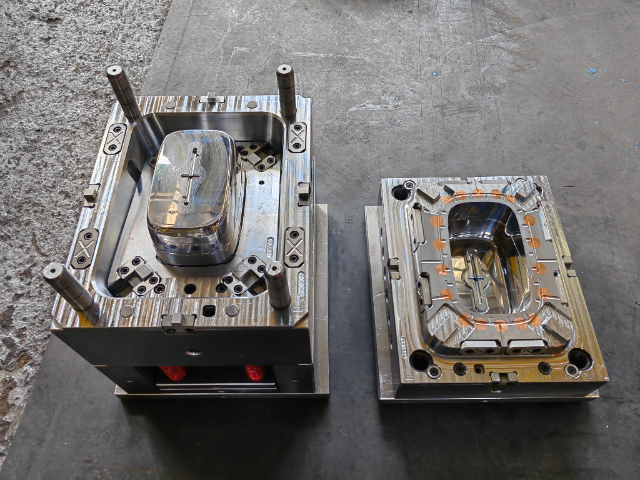
椅子模具的分型線粗糙是很危險的,如果生產的椅子出現尖銳的邊緣或者飛邊,不止影響椅子的美觀度,也存在一定的危險性。因此必須在模具的生產過程中特別注意椅子模具分型線的設計是否正確?還涉及到型芯型腔的厚度以及型芯型腔的加工。進行3次加工。從粗加工到鋼料硬化,鋼料硬化后進行第二階段的數控銑,這一過程我們稱之為半精加工,正常情況下會留0.3mm的公差,之后等鋼料應力釋放后,再進行精加工。整個過程對機器操作的熟練度精確度要求較高:保證每個切割的過程中,深度不能大于0.08mm,要在數控銑的區域冷卻(這些都是為了防止在數控銑和鋼料硬化后鋼料變形)。要知道鋼料的變形會影響型芯和型腔的組裝,進而導致模具上的手工工作。而在椅子模具的分型區域是不能進行手工工作的,否則做不出好的分型線。機油桶蓋焊接機主要用于熱塑性塑料的二次連接,相比其他傳統工藝,焊接質量好、環保又節能等卓著優點。

塑料日用品模具的原材料的控制從下列幾方面進行:1、宏觀檢驗:化學成分對保證鋼材的性能是決定性的,但成分合格,不能較全來說明鋼材性能,由于鋼材內部組織和成分的不均勻性,宏觀檢驗在比較大程度上補充了這方面的不足。宏觀檢測可以觀察鋼的結晶情況,鋼的連續性的破壞和某些成分的不均勻性。2、退火組織的評定:退火的目的,降低鋼的硬度,便于機加工,同時也為后續的熱處理作組織準備。3、碳化物不均勻性:Cr12型萊氏體鋼,組織中含有大量的共晶碳化物,碳化物不均勻性對使用性能產生非常重要的影響,所以對其碳化物的分布必須有嚴格的控制。總而言之,由于模具生產廠和車間的生產對象比較繁瑣,并且多少又是單件、小批量,從而為塑料日用品模具生產定額的制定和管理帶來一定的難度,再加上各廠和車間的生產方式、設備、技術素質又不太一樣,所以在制定定額時,必須要根據本廠和車間的實際情況,找出適當的方法制定出既先進又合理的工時定額,以提高勞動生產率的目的。兒童模具進行加工前,會進行圖紙的確認。成都小型日用品模具模架
模具的轉載可以有效的提高生產效率。上海日用品模具生產廠家
日用品桌椅模具翹曲和變形:由成型應變引起:成型應變造成的變形主要是由成型收縮在方向上的差異、壁厚的變化所產生的。因此,提高模具溫度、提高熔料溫度、降低注射壓力、改善澆注系統的流動條件等均可減小收縮率在方向上的差值。只變更成型條件大多難以矯正過來,這時就需改變澆口的位置和數目例如成型長桿件時要從一端注入等。有時必需改變冷卻水道的配置;桌椅模具腿部更容易變形,有時需變更制件的局部設計在其上翹一側的背面設置加強筋等.利用輔助工具冷卻來矯正這種變形大多是有效的。不能矯正時,就必須修正模具的設計了。其中,較重要的是應注意使制品壁厚一致。在不得已的情況下,只好通過測量制品的變形,按相反的方向修正模具,加以校正。上海日用品模具生產廠家
- 上海貓砂盆注塑模具生產廠家 2025-06-05
- 西安塑料椅子注塑模具報價 2025-06-05
- 北京周轉筐注塑模具加工工廠 2025-06-05
- 深圳小型注塑模具開模 2025-06-05
- 江蘇周轉箱注塑模具 2025-06-05
- 蘇州玩具注塑模具拋光 2025-06-05
- 杭州塑膠注塑模具加工廠 2025-06-05
- 深圳肥皂盒注塑模具制造廠 2025-06-05
- 蘇州塑料桶注塑模具開模 2025-06-05
- 精密注塑模具加工工廠 2025-06-05
- 深圳齒輪廠商 2025-06-05
- 浙江倉庫月臺韌性防撞護欄 2025-06-05
- 海南松花蛋包裝機 2025-06-05
- 靜安區小型鋼絞線 2025-06-05
- 宣城頂管機減速機生產廠家 2025-06-05
- 佛山強吸力鼓風機 2025-06-05
- 上海大型防爆卷揚機生產 2025-06-05
- 上海國產攪拌器修復 2025-06-05
- 上海智能minimo以客為尊 2025-06-05
- 浙江全地形輪式運輸機器人 2025-06-05