惠州自動化載帶成型機企業
針對不同電子元器件的包裝需求,自動化載帶成型機需適配多樣化材料與工藝參數。例如,PS材料載帶生產需185-205℃高溫與90-130bar壓力,成型周期控制在1.2-1.5秒;PC材料則需250-270℃高溫與160-200bar高壓,成型周期延長至1.8-2.2秒。設備通過智能材料數據庫,自動匹配工藝參數,并支持微發泡注塑技術,在PC載帶中注入超臨界CO?形成微孔結構,材料用量減少18%的同時保持強度。針對柔性電子器件包裝,設備采用真空吸附成型技術,避免材料褶皺與變形。某企業應用該技術后,單條載帶成本降低0.05元/米,年節省材料費用超400萬元。此外,生物基pla材料載帶生產技術已進入量產驗證階段,其可降解特性符合歐盟環保法規,有望成為下一代主流材料。載帶成型機的壓力傳感器可實時監測熱壓壓力,確保載帶槽孔深度一致性。惠州自動化載帶成型機企業
自動化載帶成型機是電子元器件包裝領域實現高效生產的關鍵裝備,其技術革新聚焦于精度、速度與智能化的深度融合。當前主流設備已實現口袋成型精度±0.008mm、定位孔間距誤差±0.015mm,滿足01005超微型電容、BGA芯片等高精度元器件的包裝需求。通過伺服驅動與閉環控制技術,設備運行速度可達每分鐘12-15米,單線日產能突破12萬米,較傳統機型效率提升4倍以上。在汽車電子、5G通信等高級領域,自動化載帶成型機支持多腔模具同步成型,一次注塑可完成8-12個口袋,生產效率與材料利用率明顯提升。某全球TOP3電子制造服務商引入該設備后,載帶生產周期縮短60%,庫存周轉率提升35%,直接推動其SMT產線良率達到99.98%。佛山全自動載帶成型機廠家設備采用雙工位交替成型技術,在取料同時進行下一周期壓制,縮短待機時間。
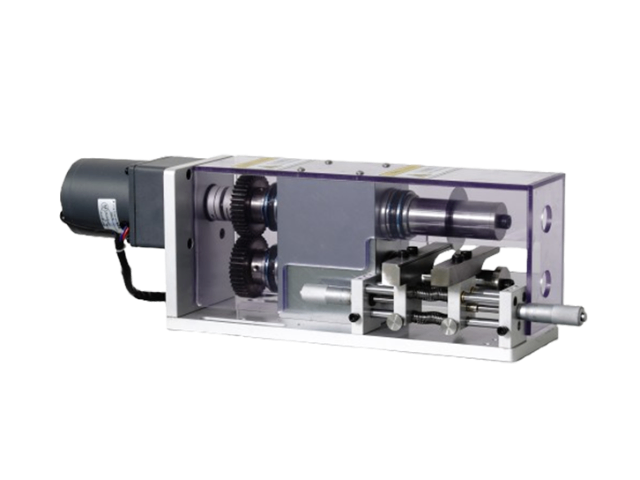
自動化載帶成型機通過集成智能控制系統與高精度機械結構,實現了從材料加熱到成品收卷的全流程自動化。其關鍵技術包括動態溫控系統、伺服驅動拉帶機構與自適應模具調節模塊。動態溫控系統采用PID算法,將加熱溫度波動控制在±1℃以內,確保PS、PET等材料在比較好成型溫度區間內保持穩定。伺服驅動拉帶機構通過閉環控制,實現拉帶速度與成型周期的精細同步,速度波動率低于0.5%,明顯提升載帶口袋的尺寸一致性。自適應模具調節模塊則通過壓力傳感器實時監測模具壓力,自動補償材料厚度變化導致的成型偏差,使口袋深度誤差縮小至±0.02mm。某型號設備在生產0402電容載帶時,單線產能可達450米/小時,較傳統機型提升80%,且產品合格率穩定在99.6%以上。
現代自動化載帶成型機搭載工業物聯網(IIoT)平臺,支持設備狀態實時監控與生產數據云端分析。通過OPCUA協議,設備可與MES系統無縫對接,實現訂單自動排產、工藝參數云端下發與生產進度可視化追蹤。例如,操作人員可在移動終端遠程調整成型溫度、拉帶速度等參數,系統將自動生成參數變更記錄并關聯至具體批次產品。設備內置的AI診斷模塊可分析歷史故障數據,預測模具壽命與易損件更換周期,提前15天推送維護提醒。某企業應用該技術后,設備故障停機時間減少65%,備件庫存成本降低40%。此外,系統支持能耗數據采集,通過優化加熱功率與空載待機時間,單臺設備年節電量可達1.2萬度。
設備支持MES系統對接,實現生產數據實時上傳,便于質量追溯與工藝優化。

迦美在高精密模具設計與加工領域樹立了行業榜樣。其JM-003-A機型采用導柱導套結構與超精密研磨工藝,模具組裝精度達到0.02mm,確保載帶口袋成型的一致性與穩定性。在模具材料選擇上,迦美采用進口S136H模具鋼,經真空淬火與深冷處理,硬度達HRC52-54,耐磨性提升40%。此外,模具熱流道系統采用PID溫控技術,溫度波動范圍±1℃,避免材料因局部過熱導致的降解。例如,在生產超薄(0.15mm)PC載帶時,迦美模具通過微孔注塑技術,在保持強度的同時減少材料用量18%。某新能源汽車電子企業應用該模具后,產品不良率從0.8%降至0.03%,模具壽命延長至50萬模次。設備配備粉塵過濾裝置,避免熱壓過程中產生的煙塵污染車間環境。浙江平板載帶成型機市場價
通過自動潤滑泵,設備可定時向導軌、絲桿等部位補充油脂,減少人工保養。惠州自動化載帶成型機企業
智能化載帶成型機集成多光譜視覺檢測系統與激光干涉測量技術,實現載帶口袋尺寸、外觀缺陷與物理性能的在線全檢。視覺檢測系統采用16K線陣相機與AI圖像識別算法,可識別0.008mm2的微小缺陷,如氣泡、劃痕與異物嵌入,檢測速度達800米/分鐘。激光干涉測量模塊則通過非接觸式掃描,實時監測口袋深度、壁厚與平面度,精度達±0.005mm。當檢測到缺陷時,系統自動觸發閉環反饋機制,調整成型溫度、壓力或拉帶速度,并標記缺陷位置供后續追溯。某企業應用該技術后,載帶產品一次合格率從97.5%提升至99.95%,客戶投訴率下降85%。惠州自動化載帶成型機企業
- 蘇州載帶成型機代理廠商 2025-07-05
- 江蘇自動化載帶成型機代理 2025-07-05
- 蘇州電子包裝載帶成型機企業 2025-07-05
- 中山載帶成型機廠家 2025-07-05
- 廣州平板載帶復卷機推薦廠家 2025-07-05
- 四川一出二載帶復卷機公司 2025-07-05
- 東莞電子包裝載帶復卷機公司 2025-07-05
- 上海載帶復卷機代理 2025-07-05
- 東莞電子包裝載帶成型機公司 2025-07-05
- 廣東自動化載帶成型機市場價 2025-07-05
- 深圳模具溫控機生產廠家 2025-07-05
- 閔行區直銷單向離合器生產廠家 2025-07-05
- 甘肅吊艇架二手價格 2025-07-05
- 江蘇國產熱熔焊接機廠家 2025-07-05
- 進口雙泵型微射流均質機技術 2025-07-05
- 重慶國產高速數控龍門銑技術指導 2025-07-05
- 嘉定區便宜的中空壁纏繞管有幾種 2025-07-05
- 河南雙面涂覆機公司 2025-07-05
- 河北定做工業材 2025-07-05
- 重慶CCD點膠機品牌 2025-07-05