蘇州便捷式五金加工哪家好
杭州赫政減振器產品介紹杭州赫政減振器是一家專注于激光切割領域的公司,我們致力于為客戶提供***、高效率的激光切割解決方案。我們的產品具有以下優勢和特征,適用于多種應用場景。產品優勢:1.高精度切割:杭州赫政減振器采用先進的激光切割技術,能夠實現高精度的切割效果。無論是對于薄板材料還是厚板材料,我們的產品都能夠精確切割,確保切割質量和精度。2.高效率生產:我們的激光切割設備具有高速切割的特點,能夠大幅提高生產效率。無論是小批量生產還是大規模生產,我們的產品都能夠滿足客戶的需求,幫助客戶提升生產效率,降低生產成本。3.靈活多樣的切割能力:杭州赫政減振器的激光切割設備具有靈活多樣的切割能力,能夠滿足客戶對于不同形狀、不同材料的切割需求。無論是直線切割、曲線切割還是復雜形狀的切割,我們的產品都能夠輕松應對。產品特征:1.穩定可靠:我們的產品采用***的材料和先進的制造工藝,具有穩定可靠的性能。無論是長時間連續工作還是**度工作,我們的產品都能夠保持穩定的切割效果,確保生產的連續性和穩定性。2.操作簡便:杭州赫政減振器的激光切割設備采用人性化的設計,操作簡便。我們提供詳細的操作指南和培訓,幫助客戶快速上手。
激光切割的切割過程中無需接觸材料,能夠保證材料的表面質量。蘇州便捷式五金加工哪家好
**彈簧減震器:結構穩定與減震之道的探索**在機械設備和建筑結構中,減震器的使用是至關重要的。其中,彈簧減震器憑借其獨特的設計和功能,在眾多減震方案中脫穎而出。**彈簧減震器的基本概念與應用場景**彈簧減震器主要由彈簧和阻尼器兩部分組成,通過彈簧的彈性變形和阻尼器的耗能作用,實現對振動的控制。在橋梁、建筑、軌道交通等領域,彈簧減震器都扮演著關鍵角色,保障結構在受到外部激勵時能夠保持穩定。**設計與結構特點**彈簧減震器的設計獨特,結構簡單,易于維護。其中,彈簧的選擇至關重要,它決定了減震器的剛度和彈性特性。而阻尼器則通過耗能來減少結構的振動幅度,提高結構的穩定性。**與其他減震器的比較**與其他類型的減震器如液體阻尼器、空氣彈簧等相比,彈簧減震器具有成本較低、壽命長、維護方便等優勢。但同時,其減震效果可能受到溫度、頻率等因素的影響,需要在實際應用中加以考慮。**實際案例分析**以某城市地鐵為例,通過使用彈簧減震器,不僅有效減少了列車運行時的振動和噪音,還提高了乘客的舒適度,同時也保護了周邊建筑的安全。**技術發展與未來趨勢**隨著科技的進步,彈簧減震器的設計和制造技術也在不斷創新。 沖床五金加工多少錢赫政產品加工服務非常透明,我們會在加工過程中與客戶保持溝通,確保客戶對加工過程和結果有清晰的了解。
CNC加工方式在制造業的運用日益***,CNC加工設備具有精度高、質量穩定、批量加工效率高的特點,***的應用于工業制造生產過程中,機械零部件加工CNC加工機床應用的領域有以下幾類:1、醫療器械:CNC加工可以用于醫療器械的設備的外殼定制及結構件、精密水冷散熱片等機械部件的加工;2、航空航天行業:CNC加工可以用于制造飛機零部件、衛星雷達機殼等精密設備結構件的加工。3、**裝備行業:CNC加工可以用于單兵裝備、控制系統定制機殼等**零部件的加工。4、汽車制造行業:CNC加工可以用于汽車精密零部件、新能源控制系統外殼等精密機械部件的加工生產。5、工業設備行業:CNC加工可以用于各種工業設備外殼及結構件的加工生產,包括印刷設備、機床母機、各種監測裝備配件的加工定制。
同時,激光割管技術還可以實現自動化加工,減少了人工干預,降低了人工成本。激光割管技術還可以降低成本,激光割管機的能耗比傳統的管材加工方式要低,可以節約能源成本。同時,激光割管技術還可以減少廢料產生,降低了廢料處理成本。總之,激光割管技術在赫政工廠的加工中具有廣泛的應用前景,可以滿足各種管材的加工需求,提高生產效率,降低成本,是一種管材加工方式。同時,激光割管技術還可以實現自動化加工,減少了人工干預,降低了人工成本。激光割管技術還可以降低成本,激光割管機的能耗比傳統的管材加工方式要低,可以節約能源成本。同時,激光割管技術還可以減少廢料產生,降低了廢料處理成本。總之,激光割管技術在赫政工廠的加工中具有廣泛的應用前景,可以滿足各種管材的加工需求,提高生產效率,降低成本,是一種管材加工方式。同時,激光割管技術還可以實現自動化加工,減少了人工干預,降低了人工成本。激光割管技術還可以降低成本,激光割管機的能耗比傳統的管材加工方式要低,可以節約能源成本。同時,激光割管技術還可以減少廢料產生,降低了廢料處理成本。總之,激光割管技術在赫政工廠的加工中具有廣泛的應用前景,可以滿足各種管材的加工需求。 赫政激光切管技術也非常出色,可以根據客戶的需求進行定制,確保每一根管子都能夠完美地符合客戶的要求。

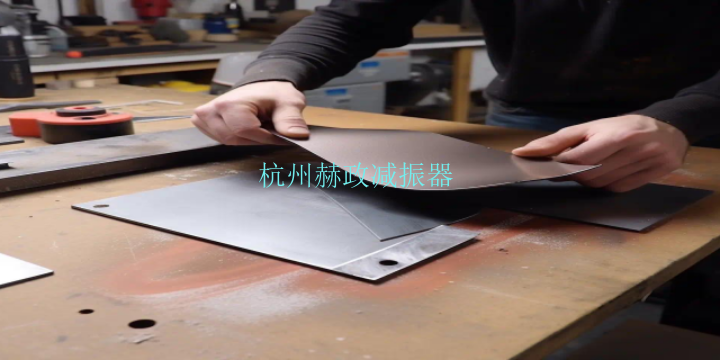
將特征放置得離折彎線太近在制造過程中造成困難的一種快速方法是將孔、凸起或其他特征放置得離折彎處太近。那么,您應該離折彎處多遠呢?只需遵循 4T 規則。讓所有特征與折彎線保持至少 4 倍材料厚度的距離。因此,如果您的設計使用了 0.050 英寸(1.27 毫米)厚的銅,請為您的特征留出至少 0.200 英寸(5.08 毫米)的間隙。如果不這樣做,零件在折彎機中可能會變形,這是大家都不希望看到的。當您在折彎機中折彎金屬板時,折彎結果不會形成完美的 90 度角。相反,工具有一個圓形前列,可以為折彎增加半徑。如果您測量折彎區域的長度并將其除以二,您將得到折彎半徑,該數字由制作該折彎的工具定義。如果該曲線的大小對您很重要,請確保在模型中指定它。最常見的內彎半徑(也是我們的默認值)是0.030英寸(0.762毫米)。需要記住的一個重要考慮因素是,外彎半徑(在折彎機模具側形成的半徑)等于材料厚度加上內彎半徑。有些設計師喜歡為零件的每個彎曲處設計不同的半徑。想節省成本嗎?對所有彎曲處使用相同的半徑。當您的制造商不必更換工具時,這可以為您節省人工成本。赫政公司汽車零部件的五金加工技術不斷創新。蘇州零部件五金加工廠家
汽配件加工行業需要具備高度的安全意識和責任感,以確保產品的安全性和可靠性。蘇州便捷式五金加工哪家好
在鈑金加工領域,鈑金展開尺寸的精細計算是整個生產流程的基石,其重要性不容小覷。從日常生活中的金屬制品,到工業設備中的關鍵部件,鈑金件無處不在,而準確的展開尺寸計算是保障這些鈑金件質量的關鍵前提。它不僅直接決定了后續加工工序能否順利進行,更關乎產品的**終精度、性能以及生產成本。如果展開尺寸計算失誤,可能導致材料浪費、加工難度增加,甚至產品無法達到設計要求而報廢,給企業帶來巨大的經濟損失。因此,深入理解和掌握鈑金展開尺寸的計算方法,對于鈑金加工從業者來說是一項必備技能。蘇州便捷式五金加工哪家好
- 杭州哪里有五金加工工廠 2025-05-29
- 五金零件加工定制 2025-05-29
- 上海鋼板加工工藝 2025-05-29
- 蘇州鈑金加工定制廠家 2025-05-29
- 義務鋼板加工工藝 2025-05-29
- 杭州汽車配件五金加工工廠 2025-05-29
- 寧波鋼板五金加工工廠 2025-05-29
- 上海零部件加工哪家好 2025-05-29
- 蘇州鋼板加工廠家 2025-05-29
- 蘇州便捷式五金加工工廠 2025-05-29
- 天津紅沖加熱爐廠家電話 2025-06-01
- 山西變壓器縱剪機 2025-06-01
- 江蘇真空腔體電解拋光哪家好 2025-06-01
- 云南手動真空包裝機常用知識 2025-06-01
- 河南開利1050開利冷藏設備回收 2025-06-01
- 山西自動化起重設備安裝 2025-06-01
- 東莞5軸精密零件加工市價 2025-06-01
- 杭州銅漿攪拌機供應 2025-06-01
- 湖南機器人弧焊自動化生產線服務商 2025-06-01
- 伺服電機裝配供應 2025-06-01