惠州中空板塑料周轉箱規格
塑料周轉箱使用注意事項:一、塑料周轉箱屬塑料制品,可燃性是其特性之一,因而我們在運用此類周轉箱時大概將其放在遠離火源的當地,以非常好的確保周轉箱的安全,更有利于保證箱內貨品的安全;二、塑料周轉箱具有必定的承載性,其承載強度是固定的,因而我們在運用這一類型的箱子進行貨品中轉及運送時,貨品的分量不能超出箱子的較大承載規模,不然箱子就會由于超重而遭到有關的危害;三、雖然塑料周轉箱具有耐性好且承載力強的特性,我們在運用周轉箱時也不能故意對其損壞,比方說從高處把箱子拋到地上,或者是從高處將物體拋進箱子等,這些狀況都是不允許的,由于這樣的行動是會對周轉箱形成不必要危害的;四、請不要將塑料周轉箱放在太陽底下,強光會致使箱子呈現老化的狀況,結尾還會使周轉箱運用壽命變短。折疊周轉箱是塑料周轉箱行業近幾年很火的一種新型的,具備折疊功能的塑料周轉箱。惠州中空板塑料周轉箱規格
塑料周轉箱是通過對澆注系統的絕熱保持澆注系統流道內塑料一直呈熔融狀態,冷卻時,只是型腔內塑料熔體冷卻。開模時,只取出塑件,而無澆注系統凝料可取。塑料周轉箱結構上外側四周存在著側孔、側四,因此,模具結構上應具有側向分型抽芯機構,用四套斜導柱和滑塊抽出側型芯;塑件周轉箱外形尺寸較大,塑料熔體的流程較長,在模具結構上選用多點澆日進料的單型腔絕熱流道模具,脫模方式采用板式脫模,保證脫模力均勻,模具的型腔和型芯分別冷卻,使加工盡量簡單。河南物流塑料周轉箱廠家直銷如果塑料周轉箱外表顏色暗淡,說明其原材料有問題。
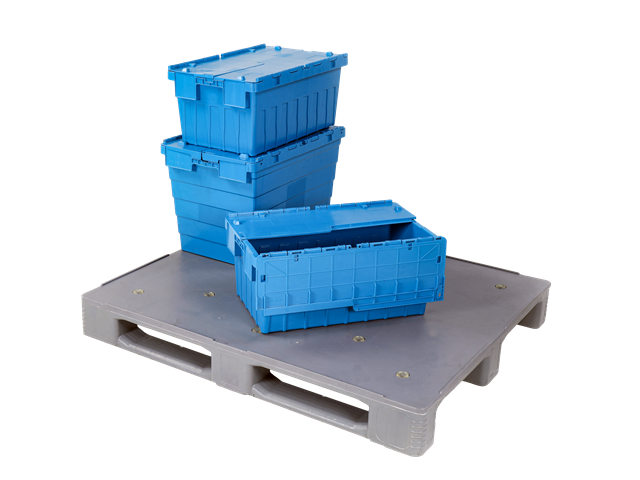
折疊周轉箱是塑料周轉箱行業近幾年很火的一種新型的,具備折疊功能的塑料周轉箱。折疊周轉箱采用國際流行款式,根據折疊方式的不同,有對折式和內倒式兩種折疊方法,折疊后的體積只有組立時體積的1/4-1/3,具有重量輕、占地少、組合方便等優點。已在各大連鎖超市、24小時便利店、大型配送中心、百貨商場、輕工、服裝、家電、食品加工等閉環回路配送系統中普遍使用。折疊周轉箱的分類:按照折疊方式可分為:卡扣式折疊箱,SHG內折式折疊箱。按照功能可分為:折疊塑料箱,折疊塑料筐,卡板箱。折疊周轉箱的優勢:折疊后體積為原來的1/5-1/3,物流周轉與倉儲時可較大節省成本。可堆碼設計,組裝時與折疊時均可堆碼放置,裝運方便,快捷。歐標尺寸標準:不同尺寸可以組合堆碼,全程配合國家托盤放置,避免托盤尺寸浪費。折疊后空箱返回節省成本,裝車方便。可多次周轉,經久耐用。不同部件組裝而成,部分部件損壞,只需要更換對應部件,維修成本低。
塑料周轉箱中的中空板周轉箱,其在板材要求上,有哪些?以及,在百級凈化車間中,是否可以使用塑料周轉箱?塑料周轉箱中的中空板周轉箱,其在板材要求上,對于不同種類,是有不同要求的,比如,如果是黑色的中空板材料,那么,其是要求表面光滑,而且,要能夠發亮;如果是彩色或透明的,則要求有均勻的光澤度,而且,要沒有斑點或麻點。在百級凈化車間中,是可以使用塑料周轉箱的,不過,要經常清洗。塑料周轉箱應具有良好的抗老化、抗褶皺、抗拉伸、壓縮和撕裂性能,能夠承受住一定的高溫,并且,要有較大的承載強度和能力。此外,在顏色上,要做到豐富。如果,其是包裝箱式的,那么,還應既可以周轉,又可以成品出貨,并能夠進行堆疊,持久耐用。塑料周轉箱是由塑料操作箱,物流箱組成,塑料周轉箱屬于包裝和周轉材料的類型。

如果想要得到好的清洗效果,那我們可以用洗滌劑對塑料周轉箱進行清洗,這樣能夠提高清洗效率。特厚塑料周轉筐對于一些特殊設計的塑料周轉箱,如帶有死角和銳角,清洗時要注意了,不能讓它成為洗滌劑的粘合點。洗滌劑一般都能去除碳化樹脂或者著色劑,但如果間隙太小,那么容易使澆口堵塞,所以不同的塑料周轉箱,會有不同的清洗方法。有些洗滌劑,即可用于敞模洗滌方式,也可以用于閉模洗滌方式,究竟選擇哪種,則與樹脂、模具設計和洗滌難度等這些因素有關。敞模洗滌方式適用于型腔比較小的模具,而閉模洗滌方式則適用于模腔較多的模具,且效果要比敞模洗滌方式好。塑料周轉箱在清洗前,我們可以提高其溫度,特別是澆口溫度,這樣有助于疏松周轉箱中的污物,還可以增強洗滌劑的流動性。此外,還要注意塑料周轉箱澆口間隙是否對洗滌劑有所要求,一般不建議使用玻纖填充型的洗滌劑。還有一點,洗滌劑的質量也是很重要的,好的洗滌劑能夠加強清洗效果,質量差的洗滌劑,不只會降低清洗效果,還可以對塑料周轉箱造成損傷,因此洗滌劑的質量也是至關重要的。塑料周轉箱可以防水,防潮防腐蝕,防蟲,免熏蒸、與紙板。河南物流塑料周轉箱廠家直銷
一般未加阻燃劑的塑料周轉箱,為易燃品,應遠離明火。惠州中空板塑料周轉箱規格
塑料周轉箱生產過程中常見的問題?塑料周轉箱生產過程中存在變形。變形可分為這幾種情況。在模具試驗過程中,模具頂桿可能太薄,分布不均勻,脫模坡度設置不當。在生產過程中,塑料周轉箱的變形很可能是由于機器參數設置不當造成的。例如,冷卻時間設定過短,模具溫度過高,塑料周轉箱的冷卻不均勻等。因此,它有一個變形,此時應及時調整注塑機的參數。塑料周轉箱的顏色不均勻或混合。造成這一現象的原因很可能是由于原料在桶內停留時間過長,模具內的死角導致氧化原料在前期生產中殘留,不能均勻地進行塑化。為了找出問題,我們必須在實際生產中逐—檢查。塑料周轉箱遠端澆口有皺褶。主要原因是模具越大,聚合物流體前端的過早冷卻便可以實現。我們可以通過提高模具和熔體的溫度來調整和優化工藝來解決這—問題。惠州中空板塑料周轉箱規格
- 上海單面塑料托盤批發 2025-06-24
- 深圳重載立庫托盤廠家哪家好 2025-06-24
- 飲料塑料托盤制造商 2025-06-24
- 湖北子母立庫托盤哪家好 2025-06-23
- 蘇州平板立庫托盤承重 2025-06-23
- 江西工業塑料周轉箱報價 2025-06-23
- 深圳大型立庫托盤供應 2025-06-23
- 武漢中空板塑料周轉箱價格 2025-06-23
- 天津大型立庫托盤承重 2025-06-23
- 南京食品塑料周轉箱定制 2025-06-23
- 江西PP鋁箔封口膜價錢 2025-06-24
- 甌海區食品標簽不干膠廠家 2025-06-24
- 舟山食品塑料內托公司 2025-06-24
- 揚州2.5L堆碼桶直銷價格 2025-06-24
- 河南環保木箱 2025-06-24
- 合肥電子塑料內托公司 2025-06-24
- 上海化妝品吸塑內托公司 2025-06-24
- 南通工業自封文件袋定制 2025-06-24
- 空運木箱生產 2025-06-24
- 蘇州帶蓋堆碼桶批發廠家 2025-06-24