重慶微通道換熱器技術指導
微通道(微通道換熱器)的工程背景來源于上個世紀80年代高密度電子器件的冷卻和90年代出現的微電子機械系統的傳熱問題。1981年,Tuckerman和Pease提出了微通道散熱器的概念;1985年,Swife,Migliori和Wheatley研制出了用于兩流體熱交換的微通道換熱器。隨著微制造技術的發展,人們已經能夠制造水力學直徑?10~1000μm通道所構成的微尺寸換熱器。1986年Cross和Ramshaw研制了印刷電路微尺寸換熱器,體積換熱系數達到7MW/(m3·K);1994年Friedrich和Kang研制的微尺度換熱器體積換熱系數達45MW/(m3·K);2001年,Jiang等提出了微熱管冷卻系統的概念,該微冷卻系統實際上是一個微散熱系統,由電子動力泵、微冷凝器、微熱管組成。如果用微壓縮冷凝系統替代微冷凝器,可實現主動冷卻,支持高密度熱量電子器件的高速運行。真空擴散焊接加工,氫氣換熱器,設計加工咨詢創闊科技。重慶微通道換熱器技術指導
微通道換熱器
兩者分別了兩種典型的液相混合方式,前者采用靜態混合方式,即將流體反復分割合并以縮短擴散路徑,而后者采用流體動力學集中方法,即多個進料微通道呈扇形分布,集中匯入一個狹窄的微通道,通過液體的擴散作用迅速混合。而英國Hull大學則設計了一種T形液液相微反應器,該微反應器大的特點是用電滲析(electro–osmoticflow)法輸送流體,如圖所示:它由底板和蓋板兩部分組成,兩部分用退火法焊接在一起。底板上蝕刻的微通道呈T形狀,其中一條微通道裝有金屬催化劑。蓋板上有A、B和C共3個直徑為2mm的圓柱形容器與微孔道連通,用于貯存反應物和產物。黃浦區多層結構微通道換熱器創闊能源科技致力于加工設計微通道換熱器。
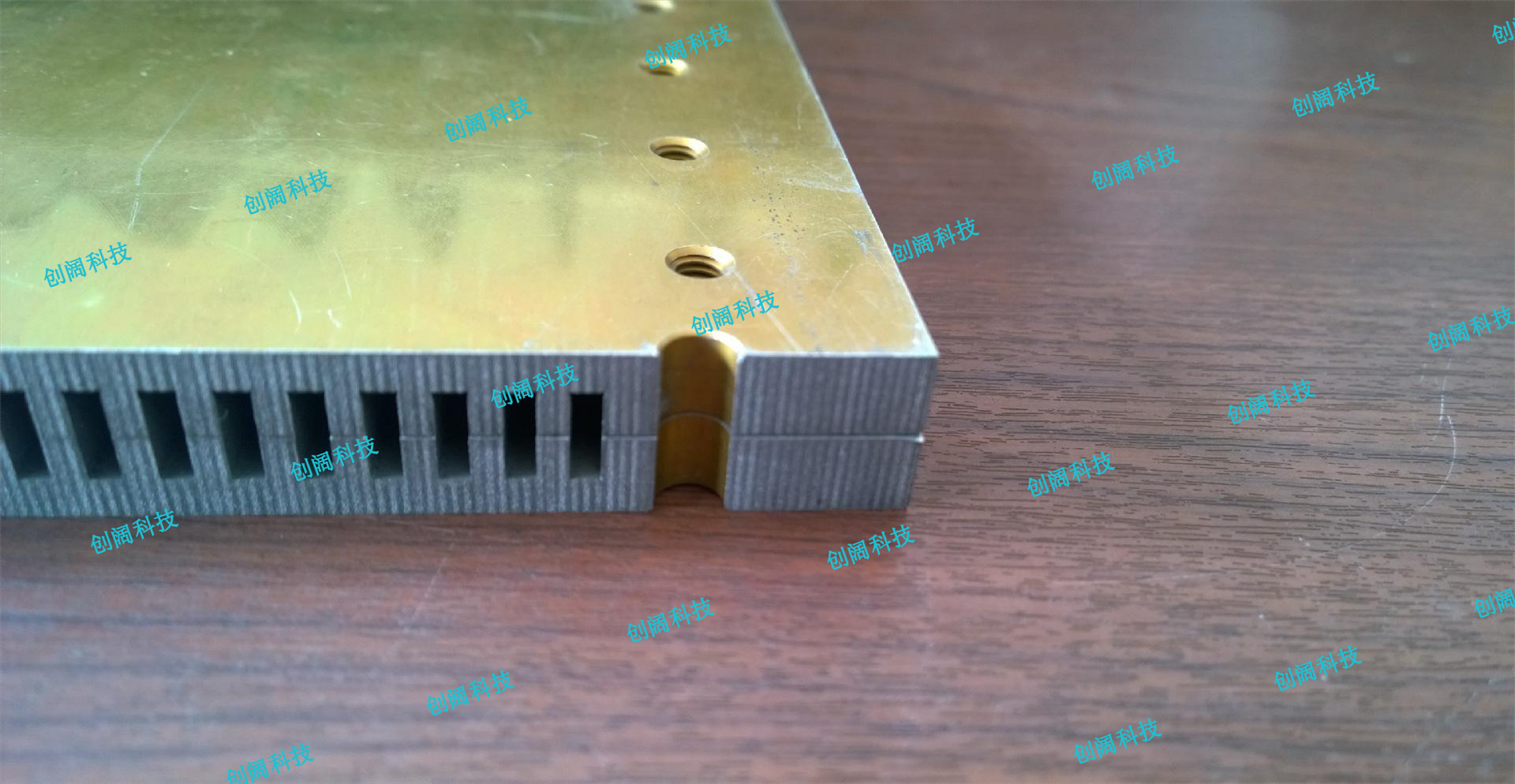
創闊科技換熱器有多種,以平板式換熱器為例。現階段創闊科技的平板式換熱器制造工藝以真空擴散焊接加工,而釬焊方法因為服役環境對釬料的限制而存在很大的局限性,使用壽命有限,而真空擴散焊方法則可以有效地避免這一問題。但后者對工件的加工質量、表面狀態以及設備有著極高的要求。而且,更有甚者,隨著換熱器結構的緊湊化、小型化發展,真空擴散焊的技術優勢進一步彰顯,但技術難度的加大也顯而易見。換熱器微通道的變形與界面結合率之間如何取得良好的平衡直接決定了真空擴散焊工藝的成敗。
創闊能源科技制作微反應器的特點,小試工藝不需中試可以直接放大:精細化工行業多數使用間歇式反應器。小試工藝放大到大的反應釜,由于傳熱傳質效率的不同,工藝條件一般都要通過實驗來修改以適應大的反應器。一般的流程都是:小試"中試"大生產。而利用微反應器技術進行生產時,工藝放大不是通過增大微通道的特征尺寸,而是通過增加微通道的數量來實現的。所以小試比較好反應條件不需要做任何改變就可以直接進入生產。因此不存在常規反應器的放大難題。從而大幅度縮短了產品由實驗室到市場的時間。這一點對于精細化工行業,尤其是惜時如金的制藥行業,意義極其重大。氫氣加熱器,冷卻器設計加工,創闊科技。

創闊能源科技制作的板式換熱器.重量輕,板式換熱器的板片厚度為1MM,而管殼式換熱器的換熱管的厚度為,管殼式的殼體比板式換熱器的框架重得多,板式換熱器一般只有管殼式重量的1/5左右,采用相同材料,在相同換熱面積下,板式換熱器價格比管殼式約低百分之四十~百分之六十,熱損失小,板式換熱器只有傳熱板的外殼板暴露在大氣中,因此板式換熱器散熱損失可以忽略不計,也不需要保溫措施。而管殼式換熱器熱損失大,需要隔熱層。換熱器是實現將熱能從一種流體傳至另一種流體的設備。在簡單的換熱器中,熱流體和冷流體直接混合在一起;比較常見的換熱器是熱、冷兩種流體在換熱器中被隔板分開,由于兩側熱流體和冷流體的溫度差,會形成熱交換,即初中物理的熱平衡,高溫物體的熱量總是向低溫物體傳遞,這樣就把熱側熱量交換給了冷側,有時我們又稱換熱器為熱交換器。緊湊型微結構換熱器創闊科技。武漢微通道換熱器生產廠家
高效微通道反應器加工聯系創闊金屬科技。重慶微通道換熱器技術指導
真空擴散焊接工藝目前應用于航空航天產品的焊接生產以及自動化工裝夾具的焊接生產等等。材料的擴散焊是以“物理純”表面的主要特性之一為根據,真空擴散焊是在溫度和壓力下將各種待焊物質的焊接表面相互接觸,通過微觀塑性變形或通過焊接面產生微量液相而擴大待焊表面的物理接觸,使之距離離達(1~5)x10-8cm以內(這樣原子間的引力起作用,才可能形成金屬鍵),再經較長時間的原子相互間的不斷擴散,相互滲透,來實現冶金結合的一種焊接方法。該種表面由于開裂的原子鍵而具有“結合”能力。采用真空和其他凈化表面的方法之后,就有可能利用上述原子結合力,來連接兩個和兩個以上的表面,隨后表面上產生的擴散過程提高了這一連接的強度。通俗一點來講就是達到的你中有我,我中有你的程度!根據焊接過程中是否出現液相,又將擴散焊分為固態擴散焊和瞬間液相擴散焊。用這種焊接方法,可以連接具有不同硬度、強度、相互潤濕的各種材料,包括異種金屬、陶瓷、金屬陶瓷,這些材料用熔化焊接方法焊接都不能得到良好效果。例如陶瓷和可伐合金、銅、鈦、玻璃和可伐合金;黃金和青銅;鉑和鈦;銀和不銹諷鋼;鈮和陶瓷、鑰;鋼和鑄鐵、鋁、鎢、鈦、金屑陶瓷、錫;銅和鋁、鈦。重慶微通道換熱器技術指導
- 虹口區微通道換熱器技術指導 2025-06-30
- 徐匯區創闊能源微通道換熱器 2025-06-30
- 武漢PCHE應用微通道換熱器 2025-06-30
- 武漢微通道換熱器技術指導 2025-06-30
- 武漢鋁合金微通道換熱器 2025-06-30
- 無錫PCHE應用微通道換熱器 2025-06-29
- 北京鋁合金微通道換熱器 2025-06-29
- 鄭州鋁合金微通道換熱器 2025-06-29
- 長寧區緊湊型多結構微通道換熱器 2025-06-29
- 靜安區微通道換熱器廠家直銷 2025-06-29
- 冷卻風扇電機主觀雜音識別采集分析一體機 2025-06-30
- 甘肅制動鼓自動平衡機 2025-06-30
- 湖南注塑件定制價格 2025-06-30
- 綜合人工智能應用軟件開發產品介紹 2025-06-30
- 珠海加注機廠家電話 2025-06-30
- 上海小型挖掘機油缸廠家直銷 2025-06-30
- 廣東磨床中心出水系統 2025-06-30
- 蘇州鋁材切割機哪家好 2025-06-30
- 徐匯區便捷式生態環境檢測 2025-06-30
- 金華對開法蘭 2025-06-30