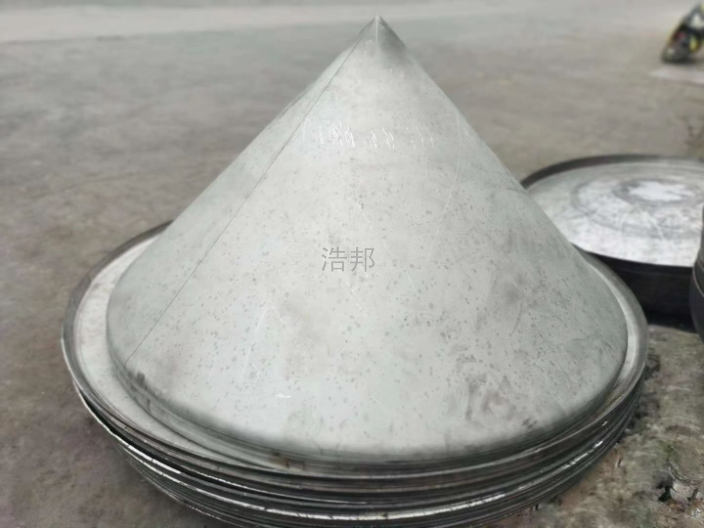
四川加高錐形封頭圖片
常用的錐形封頭為分無折邊錐形和折邊錐形封頭兩種。一般常用的錐形封頭為60度、90度、120度、150度幾種,而無折邊的錐形封頭做出來因尺寸,模具的關系,可能圓度會較差一點,外面不美觀,所以這種錐形除了在錐度越小時一般采用,而折邊的錐形封頭,因為帶有直邊,可以對它的圓整度進行修整,所以無論是在尺寸方面,還是圓整度,操作方便都是優于無折邊的,這也是為什么很多客戶都采用折邊錐形封頭的原因。對于錐體封頭大端,當錐殼半頂角α<30°時,可以來用無折邊結構;當α>30°時,應采用帶過渡段的折邊結構,大端折邊的過渡段轉角半徑應不小于封頭大端內直徑的10%,且不小于該過渡段厚度的3倍。對于錐體小端,當錐殼半頂角α<45°時,可以采用無折邊結構;當α>45°時,應采用帶過渡段的折邊結構。小端折邊的過渡段轉角半徑應不小于封頭小端內直徑的5%。且不小于該過渡段厚度的3倍。當錐殼半頂角α>60°時,其厚度可按平蓋計算,也可以用應力分析方法確定。錐殼與圓筒的連接應采用全焊透結構。作為廠家,一般建議使用折邊錐形封頭,因為這種封頭帶有直邊,工人操作上面可以節約時間成本,而且外觀非常漂亮。溫州浩邦金屬制品有限公司為您提供 對焊錐形封頭設備,歡迎您的來電哦!四川加高錐形封頭圖片
錐形封頭也稱為錐型封頭,是一種經沖壓冷熱成型,外形像圓錐體的封頭。錐形部分展開是扇形,扇形的半徑=圓錐素線的長(l),扇形的圓心角α=D×180/l120度錐形封頭是常用的一種,它比90度的錐形封頭制作起來更方便一點,錐度比較大,底部沒有那么尖;而比150度的高度要高一點,外觀看起來美觀一些,較多客戶都是采用120度錐形封頭。錐形封頭產品說明:錐形部分展開是扇形,扇形的半徑=圓錐素線的長(l),扇形的圓心角α=D×180/l;錐型封頭也稱為錐形封頭,是一種經沖壓冷熱成型,外形像圓錐體的封頭。錐形封頭(錐型封頭)常用于各種壓力容器和壓力管道中。買封頭,來浩邦。只需要提供產品型號,用途,會有專業人員馬上出方案報價,您可以足不出戶進行一對一溝通,也可以遠程看廠看貨,直到您滿意為止。一站式為您輕松搞定,封頭,法蘭,人孔,統統都能做,不銹鋼原產地直發,無任何中間商環節,真正做到省時,省錢,省心。質量有保障。歡迎大家來電咨詢。西藏化工錐形封頭廠家直銷溫州浩邦金屬制品有限公司是一家專業提供 對焊錐形封頭設備的公司,有需求可以來電咨詢!

無折邊錐形封頭就是一段圓錐體,由于錐體與筒體直接連接,連接處殼體形狀突變而不連續,產生較大的局部應力,這一應力的取決于錐體半頂角α的大小,α越大,應力越大;反之則小。對無折邊錐形封頭作了如下三點限制:(1)無折邊錐形封頭只適用于錐體半頂角α≤30°的情況;(2)當α>30°時則須采用折邊錐體的型式,否則必須用應力分析方法進行計算;(3)無折邊錐形封頭連接處的對接焊縫必須采用全焊透結構。2、折邊錐形封頭包括圓錐體、折邊和圓筒體三個部分,多用于錐體半頂角α>30°的場合。因α越大錐體應力越大,所需壁厚也越大,加工就越困難。所以,除非特殊需要,帶折邊錐形封頭的半頂角一般不大于45°。此外,折邊的內半徑r越大,封頭受力狀態越好,折邊內半徑r應不小于錐體大端內徑dn的10%及錐體厚度的3倍無折邊錐形封頭一般應用于容器兩端,而折邊錐形封頭一般焊接于兩公稱直徑不同的筒體中間,使兩公稱直徑不同的筒體連為一體!另不同意一樓所說的"因為折邊后的焊接是直邊的對接",折邊錐形封頭分為單折邊錐形封頭和雙折邊錐形封頭,單折邊錐形封頭有一邊并非直邊對接,與其相對接的筒節或其它殼體是有一定角度的!
制造封頭的注意事項:無論從事哪一項工作,首先要注意的就是安全,其實就是在產品生產當中的關于相關的產品一些注意事項,溫州浩邦封頭廠在封頭行業已立足十余年,也將封頭制造的相關注意事項告訴大家:1、封頭的制造、檢驗與驗收除應符合本標準規定外,還應復合圖樣或訂貨技術協議要求。2、封頭制造單位應建立健全復合國家壓力容器安全監察機構有關法規要求的質量體系,以保證封頭質量。3、封頭的拼焊應由持有相應資格的“鍋爐壓力容器焊工合格證書”的人員擔任。4、封頭的無損檢測應由持有相應種類和技術等級的“鍋爐壓力容器無損檢測人員資格證”的人員擔任。對分析設計的封頭進行無損檢測的人員,其技術等級不得低于Ⅱ級。5、凡制造封頭的鋼板應有用以檢測和追蹤的確認標記。在制造過程中,如原有確認標記倍裁掉或鋼板分成幾塊,應與鋼板切割前完成標記的移植。確認標記的表達方式由封頭制造單位規定。6、對于有防腐要求的不銹鋼以及復合鋼板制封頭,不得在防腐蝕面采用硬印作為材料的確認標記和焊工標志。7、對于低溫壓力容器用封頭及需進行疲勞分析設計的封頭,不得采用硬印作為材料的確認標記和焊工標志。對焊錐形封頭設備,就選溫州浩邦金屬制品有限公司,讓您滿意,有想法可以來我司咨詢!
錐形封頭是一種常見的密封部件,廣泛應用于各種流體系統中。它們在保障系統密封性方面起著至關重要的作用,對于許多工業設備和裝置的正常運行具有重要意義。為了確保錐形封頭的可靠性和持久性,定期的維護保養是必不可少的。在維護保養方面,以下步驟是必要的:1.清洗:定期清洗錐形封頭是保持其性能和可靠性的關鍵。清洗過程應包括去除封頭表面的污垢、油脂和銹跡等雜質。一般情況下,使用溶劑、洗滌劑或堿性清潔劑進行清洗,并確保徹底沖洗干凈,以避免殘留物對封頭表面造成腐蝕。2.檢查:維護保養過程中,對錐形封頭的檢查也是非常重要的一環。檢查應包括封頭的幾何尺寸、表面粗糙度、損傷和裂紋等情況。要仔細檢查封頭的密封面是否平整、有無毛刺或損壞,以確保封頭的密封性能。3.維護:對于錐形封頭的維護,一般建議采用潤滑劑如潤滑脂、潤滑油等,在封頭表面涂上一層薄潤滑層,以減小摩擦系數,減輕磨損,并提高密封效果。切勿使用過多潤滑劑,以免污染流體系統。 溫州浩邦金屬制品有限公司 對焊錐形封頭設備值得用戶放心。上海錐形封頭制造廠家
溫州浩邦金屬制品有限公司為您提供 對焊錐形封頭設備,期待您的光臨!四川加高錐形封頭圖片
下面我們來說一下碳鋼錐形封頭出現裂紋的原因吧!1、化學成分的影響依據相關資料公式盤算可知316,310的△值分別為+、+。2、加工變形量的影響封頭在冷旋壓進程中,資料的變形量較大翻邊部位可達百分之40以上依據相關資料介紹Cr-Ni不銹鋼冷加工對導磁率的影響發生馬氏體組織的含量隨化學成分的增加而削減隨冷加工變形率的變大而增加。3、焊接的影響在等強度原則下選用焊接工藝焊接熱影響區的晶粒長大使其塑性下降焊接缺陷中的尖銳缺口在旋壓進程中被拉裂,都使其機能低于母材而首先發生裂紋。解決方法:1、提升化學成分即在不改釀成形工藝的情況下可改用更好的資料。2、提高封頭的加工溫度實行溫旋壓工藝。3、改變應變巨細依據資料介紹即從Cr-Ni不銹鋼冷加工對到導磁率的影響可以看出在變形量百分之。可以在變形較大區域增加壓制次數,控制每次變形量在百分之。4、熱處置固溶處置能消除馬氏體恢復機能。5、提高焊接質量在旋制進步行探傷檢查消除內外部缺陷。選用適合的焊接工藝,提高焊接接頭力學機能減小熱影響區。四川加高錐形封頭圖片
- 貴州翻邊拋光封頭標準 2025-05-06
- 廣西不銹鋼304蝶形封頭廠家 2025-05-04
- 吉林 THA蝶形封頭標準 2025-05-03
- 寧夏打孔橢圓封頭規格型號 2025-05-02
- 廣西熱交換蝶形封頭生產商 2025-04-30
- 廣東對焊蝶形封頭 2025-04-28
- 西藏國標蝶形封頭生產廠家 2025-04-27
- 天津國標蝶形封頭生產商 2025-04-25
- 湖南模壓蝶形封頭生產廠家 2025-04-25
- 天津旋壓蝶形封頭生產廠家 2025-04-25
- 鎮江六角防松螺帽價格 2025-05-06
- 福建5噸船型地錨自重 2025-05-06
- 普陀區鋁齒輪電機配件 2025-05-06
- 黃浦區斜齒輪加工報價 2025-05-06
- 在線點膠機批發 2025-05-06
- 西安手工篆刻刀具怎么保養 2025-05-06
- 研磨拋光設備訂做 2025-05-06
- 連云港斗式輸送機維修 2025-05-06
- 寧波分離軸承冷藏車離合器 2025-05-06
- 湖南防爆不銹鋼檢修箱IIC 2025-05-06