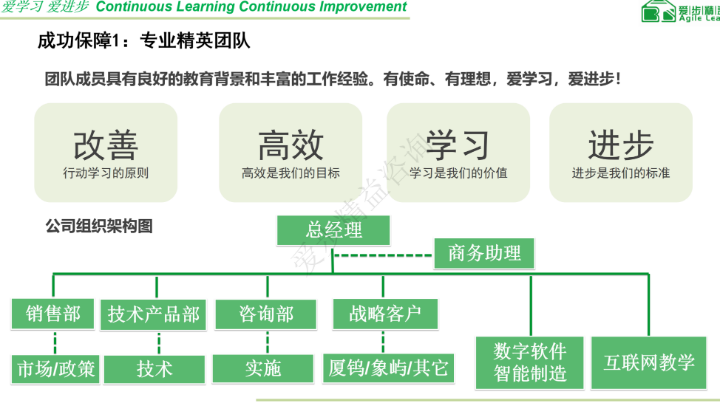
肇慶愛步精益生產人才績效管理
1、制定計劃2、現場診斷3、編寫方案4、客戶參與修改5、客戶驗收成果6、落地實施管理咨詢,管理咨詢分為普通管理咨詢及類似微咨詢、管理課程培訓等的細分管理咨詢業務。管理咨詢本質如同西醫需要調查診斷才能開藥,也如同中醫要望聞問切。咨詢的行為都是借助服務提供者的豐富的知識、經驗,在企業提出要求的基礎上深入企業,并且和企業管理人員密切結合,應用科學的方法,找出企業存在的主要問題,進行定量和確有論據的定性分析,查出存在問題的原因,提出切實可行的改善方案,進而指導實施方案,使企業的運行機制得到改善,提高企業的管理水平和經濟效益。管理咨詢是由具有豐富經營理論知識和實踐經驗,與企業有關人員密切配合,應用科學的方法對企業進行調研、診斷,找出存在的問題,分析產生問題的原因,并提出解決方案,指導方案的推行實施,以達到解決問題、達成企業的經營目標、推動企業健康穩健發展的目的。采取相應的措施,消除這些浪費,提高生產效率和質量。肇慶愛步精益生產人才績效管理
2、識別價值流特定產品的價值流包含三項關鍵管理任務,這三項任務是:①從概念,產品企劃、設計,到投產全過程的解決問題任務。②從接單、制定生產計劃再到交貨全過程的訊息管理任務。③從原材料到成品,送到用戶手中的物質轉化任務。價值流分析能顯示出沿價值流的三種活動:①能創造價值的步驟,如機加工改變物理形狀的過程。②雖然不創造價值,但是在現有技術與生產條件下不可避免的步驟,如為保證品質,焊接處要檢驗。③不創造價值而且可以立即去掉的步驟。3、流動一旦精確定立了價值,也完整地制定出了某一特定產品的價值流圖,消滅了明顯的浪費步驟,實行精益思想第3步的時機也就到了,讓保留下來、創造價值的各個步驟流動起來。為因應波動的沖擊,應善用緩沖。茂名愛步精益生產企業管理通過提高員工參與的積極性和投入度,從而實現生產效率和質量的提升。
俗話說“外來的和尚好念經”,管理變革通常是工具方法的改變,同時也會涉及組織架構的調整,以及責、權、利的重新分配。在涉及這些敏感問題時,咨詢師客觀公正的角色,更容易被企業內部各方所接受,借助“外腦”、“外力”的重要性也讓越來越多的企業開始意識到內部人員進行管理變革的局限。咨詢師作為第三方外部人員,先不談專業能力,其公正中立的角色定位天然沒有這些局限,不用擔心老板不喜歡,不必顧慮同事猜忌,可以單純地從“是否符合企業利益增長”的角度來考慮問題。而且其相對中立的角色定位,可以科學合理地平衡各方訴求,是企業溝通的橋梁與紐帶,以此推動企業內部變革,也更容易被企業內部人員接受。
制造型企業在精益生產推廣過程中往往會遇到各種問題,這其中固然有制造業當前所處發展階段和企業特定生產環境的原因。但導致精益生產推廣不能達到預期效果的更為根本的原因是:企業沒有從系統、務實的角度來理解和落實精益生產。許多制造企業早在多年前就開始引入精益生產理念和實踐,比如開展精益生產理論培訓,選拔一批好的生產隊伍到成熟企業參觀學習,在生產現場推廣精益生產的基本工具和制度,在企業內部建設精益學校,聘請國內外精益老師擔任生產部門的管理人員等。企業期望通過這樣的方式來實現生產管理能力的提升。然而,根據我們的經驗和觀察結果顯示,許多制造型企業到目前為止在推行精益生產方面未能達到預期效果。它們的精益生產推廣過程障礙重重,反反復復,雷聲大雨點小,以致于有些企業管理人員甚至開始懷疑精益生產是否適合自己的企業。既然精益生產有兩大特征,顯然,推行精益=改變現有生產組織、管理方式,使之具備精益特征;
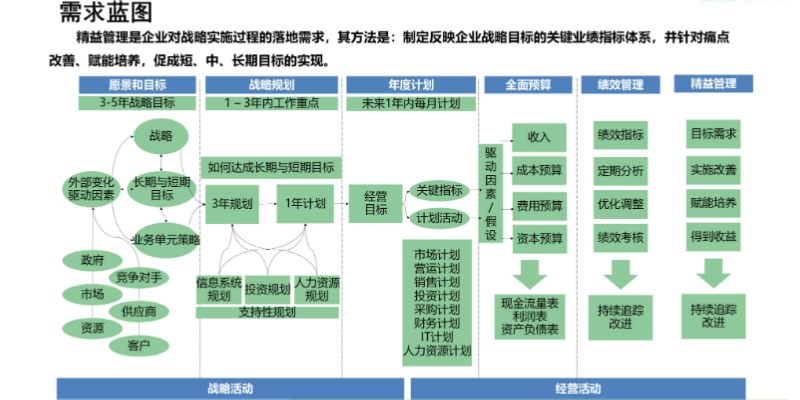
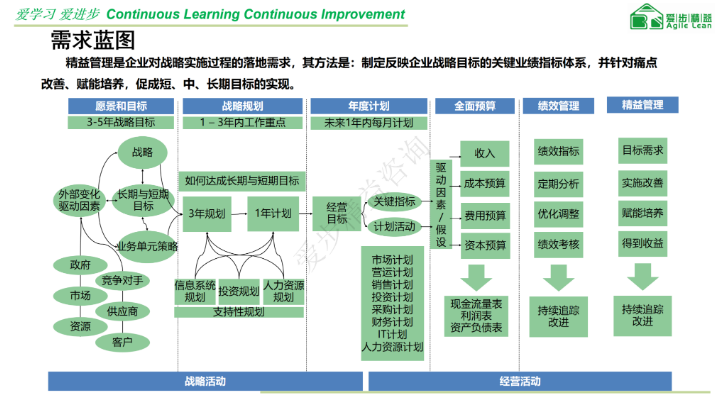
戰略是企業的根本。在現在的商業社會中,企業為了適應外部環境的變化,必須及時準確的掌握市場動態,迅速采取與之相適應的有效措施。企業做出這種選擇就是戰略決策。現代企業管理的重心已轉向經營,經營的重心轉向為戰略決策。西方企業家稱當今時代為"戰略制勝"的時代。因此,企業戰略咨詢在現代管理咨詢中具有頭等重要的地位。企業戰略所需要回答的問題往往是包括:我們將如何進行市場競爭,保持優勢?我們將如何找出新的利潤增長點?我們將如何不斷地為客戶增加價值?科萊斯國際企業管理咨詢機構認為戰略咨詢是一項政策性很強的服務活動。而且,它是預測企業環境的未來變化,指明企業經營活動的方向。因此,戰略的咨詢項目是探索性的,提出的方案是有風險的。經營戰略不是一味地模仿別人,要成功必須有獨特性。咨詢顧問提出的方案,必須剖析影響企業發展的關鍵問題,分析其實質,真正提出即有遠見性,又有實際意義的新理念。只是寫在紙上的戰略是沒有什么用的。制定戰略時要充分考慮客戶的戰略實施能力,使得戰略能夠付諸實施,這是很必要的。沒有一個戰略是有效的,市場環境急速變化的步調意味著戰略的形成和檢驗必須是不斷前進的過程。指導生產過程:生產管理包括提供反饋和指導、設定明確的目標和期望以及創建鼓勵協作和創新的環境。肇慶愛步精益生產人才績效管理
一個團隊負責一個單元(多道工序)。肇慶愛步精益生產人才績效管理
七大浪費之一運輸浪費表現:人員走動過多;需要專門運輸來實現工序間的銜接;過多的運輸。原因:低效的車間布局、過于龐大的設備、不流暢的生產等。對策:杜絕孤島式生產,合理緊湊安排工序,讓作業流動起來,形成節拍,從而無需過多運輸!
七大浪費之二動作浪費表現:作業動作不連貫、幅度過大、轉身角度大、彎腰、動作重復或多余等形成浪費。危害:動作浪費對生產效率、質量以及人員安全都會造成負面影響。對策:從人機工程學角度,合理運用工業工程手法來進行作業臺布局優化以及作業動作標準化。
七大浪費之三加工浪費表現:加工余量過大、無謂的加工精度、多余的產品功能、重復檢驗包裝等。原因:自以為是的作業,而不是以客戶價值為導向。對策:用省略、替代、重組或合并的方法審視現有工序;準確把握客戶需求、優化作業標準以及工序間的銜接。
肇慶愛步精益生產人才績效管理
- 泉州如何精益改善意義 2025-05-09
- 河源6s包括哪些 2025-05-09
- 河源如何開展6s是什么 2025-05-08
- 三明工廠如何精益改善方法 2025-05-08
- 梅州如何培訓6s好不好 2025-05-08
- 杭州車間流程優化有哪些方法 2025-05-08
- 寧波高效流程優化的方法有哪些 2025-05-08
- 佛山如何開展6s培訓流程 2025-05-08
- 浙江車間流程優化案例 2025-05-08
- 廣東管理流程優化定義 2025-05-08
- 唐山哪個公司交通數據分析值得推薦 2025-05-09
- 安徽免維護100%識別無感考勤服務 2025-05-09
- 石家莊哪家公司公司轉讓很好 2025-05-09
- 常州定制消防設備市場價格 2025-05-09
- 可以開實習證明的求職靠譜的平臺 2025-05-09
- 大型活動策劃哪家好 2025-05-09
- 常州營銷港口集裝箱搬運好處 2025-05-09
- 如東創新企業管理供應商 2025-05-09
- 江西信息無感考勤現貨供應 2025-05-09
- 鹽城運營網站優化誠信推薦 2025-05-09