杭州如何精益改善
標準化與固化成果改善措施的成功實施后,需要將其標準化并固化為企業的常規操作。例如,某公司通過建立精益生產小組(QIT),總結并推廣成功經驗,確保改善成果能夠長期保持。此外,通過培訓和教育,提升員工的精益思維和技能,是確保改善成果可持續的關鍵。標準化與固化成果改善措施的成功實施后,需要將其標準化并固化為企業的常規操作。例如,某公司通過建立精益生產小組(QIT),總結并推廣成功經驗,確保改善成果能夠長期保持。此外,通過培訓和教育,提升員工的精益思維和技能,是確保改善成果可持續的關鍵。根據現狀評估的結果和企業的戰略目標,設定具體的精益改善目標。杭州如何精益改善
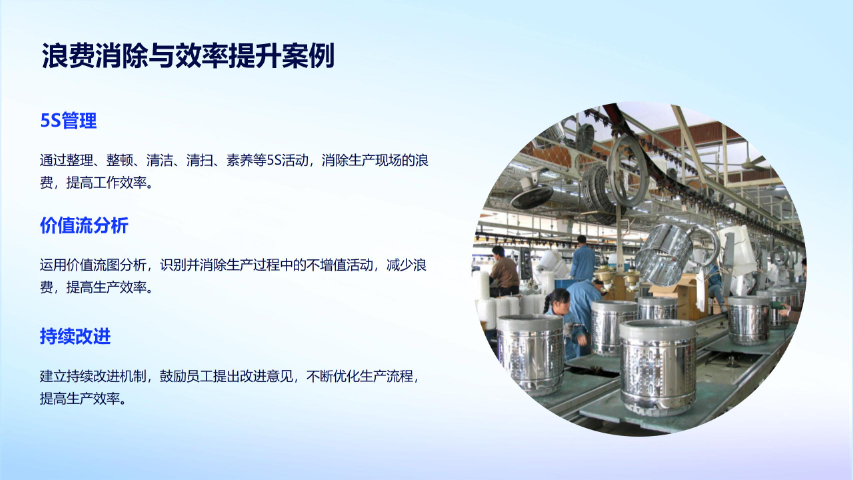
5S管理法是精益改善的基礎之一。它通過整理、整頓、清掃、清潔和素養五個步驟,營造一個整潔、有序的工作環境。這不僅能提升員工的工作效率,還能減少因混亂而產生的浪費,為持續改進奠定良好基礎。4. 精益改善強調全員參與。每個員工都是企業流程的一部分,他們的智慧和創造力對于發現和解決問題至關重要。企業應鼓勵員工提出改進建議,并為他們提供相應的培訓和資源支持。5. 快速換模是精益改善在縮短生產切換時間方面的重要應用。通過優化換模過程,減少不必要的步驟和等待時間,企業可以實現更靈活的生產調度,快速響應市場需求的變化。杭州業務精益改善方法隨著企業不斷進行精益改善,員工能夠適應工作流程和環境的變化,增強自身的適應能力。

庫存周轉的精細化控制實施JIT供料系統后,某家電企業原材料庫存周轉天數從35天壓縮至9天,在制品庫存量下降78%。通過ABC分類法和看板拉動,某機械制造企業實現零部件的準時化配送,倉儲面積需求減少40%。庫存持有成本占營收比例從6.3%降至2.1%,釋放流動資金1.2億元。 庫存周轉的精細化控制實施JIT供料系統后,某家電企業原材料庫存周轉天數從35天壓縮至9天,在制品庫存量下降78%。通過ABC分類法和看板拉動,某機械制造企業實現零部件的準時化配送,倉儲面積需求減少40%。庫存持有成本占營收比例從6.3%降至2.1%,釋放流動資金1.2億元。
質量缺陷的根源性消除采用防錯(Poka-Yoke)機制,某醫療器械企業在組裝環節植入光電傳感器,將人為失誤導致的返工率從7.3%降至0.5%。通過QC小組活動,某化工企業建立工序能力指數(CPK)監控體系,關鍵參數波動范圍縮小42%。質量成本(COQ)占比從8.2%優化至3.1%,每年節約質量損失費用超1200萬元。質量缺陷的根源性消除采用防錯(Poka-Yoke)機制,某醫療器械企業在組裝環節植入光電傳感器,將人為失誤導致的返工率從7.3%降至0.5%。通過QC小組活動,某化工企業建立工序能力指數(CPK)監控體系,關鍵參數波動范圍縮小42%。質量成本(COQ)占比從8.2%優化至3.1%,每年節約質量損失費用超1200萬元。提高企業的靈活性和競爭力。

某電子元件制造企業面臨生產周期長、換線效率低的問題,通過精益改善明顯提升了效率。首先,團隊運用價值流圖分析(VSM)發現,組裝工序中存在大量等待時間和物料搬運浪費。為此,他們重新設計生產線布局,將“一字型”布局改為“U型細胞線”,使操作人員能在同一區域內完成多個工序,減少走動距離60%。同時,引入快速換模(SMED)技術,將設備換線時間從原來的2小時縮短至15分鐘。此外,推行標準化作業,制定詳細的作業指導書(SOP),確保每個步驟的時間和質量可控。實施半年后,生產周期縮短40%,換線次數增加但總耗時減少,產品良率提升至99.5%。定期組織員工溝通會議,如精益改善建議分享會或頭腦風暴會議。廣州精益改善意義
從而逐漸培養他們的改善意識。杭州如何精益改善
在當今競爭激烈的市場環境中,精益改善已成為企業提升效率、降低成本和增強競爭力的關鍵途徑。以某汽車制造公司為例,該公司通過精益改善措施,針對裝配生產線進行了全部優化。面對生產效率低下、庫存積壓和質量不穩定等問題,公司首先對生產線布局進行了調整,按照工藝流程合理排列工序,減少工人不必要的走動和搬運。同時,實施拉動生產系統,根據客戶需求進行精細生產,避免了生產過剩和庫存積壓。此外,公司推行標準化作業,制定規范的操作流程,加強質量控制,確保產品穩定性。在這一過程中,員工積極參與,提出合理化建議,形成了持續改進的文化氛圍。比較終,這些精益改善措施不僅提高了生產效率30%以上,還使庫存水平降低了50%,產品質量合格率提升了20%。這一成功案例充分展示了精益改善在企業管理中的巨大潛力和價值。杭州如何精益改善
- 廣東車間流程優化升級 2025-06-09
- 佛山精益改善流程是什么 2025-06-09
- 浙江工廠流程優化升級 2025-06-09
- 龍巖如何精益改善怎么做 2025-06-09
- 泉州工廠如何精益改善 2025-06-09
- 寧德如何流程優化有哪些方法 2025-06-09
- 寧波如何精益改善方法 2025-06-09
- 南平流程優化的方法有哪些 2025-06-09
- 南平工廠精益改善有什么成效 2025-06-09
- 廣東工廠如何流程優化升級 2025-06-09
- 湖北深度過濾設備制造價格 2025-06-09
- 江蘇遠程家禽認養小程序功能 2025-06-09
- 江蘇細胞病理多少錢 2025-06-09
- 南京方便集裝箱租賃供應 2025-06-09
- 青浦區本地劇場舞臺設計選擇 2025-06-09
- 九原區推廣藍V認證靠譜 2025-06-09
- 安徽RFID讀卡無人值守自動稱重管理系統哪個好 2025-06-09
- 貴州財務管理服務機構 2025-06-09
- 浙江博覽會展覽展廳 2025-06-09
- 營銷財務管理售后服務 2025-06-09