天津多功能不銹鋼制管機工廠直銷
不同規格不銹鋼管的生產工藝差異:生產不同規格的不銹鋼管,其工藝參數和設備調整存在差異。對于小口徑薄壁不銹鋼管,由于帶材較薄,在放卷和矯平過程中需要更加精確的張力控制和輥間距調整,以防止帶材變形。在成型過程中,模具的精度要求更高,以確保管材的圓度和焊縫質量。高頻焊接時,焊接電流和電壓需要適當降低,焊接速度則可以適當提高,以避免焊縫過燒或未焊透。定徑過程中,定徑輥的壓力要輕柔,防止管材被壓扁。而對于大口徑厚壁不銹鋼管,放卷裝置需要具備更大的承載能力和更強的張力調節能力。矯平機的輥子直徑和間距要相應增大,以適應厚帶材的矯平需求。成型模具的結構更加堅固,以承受更大的變形力。高頻焊接時,需要較大的焊接電流和電壓,焊接速度相對較慢。定徑機的定徑輥材質和結構要更加耐磨和堅固,以保證對厚壁管材的定徑效果。此外,不同規格的不銹鋼管在切斷方式和切斷參數上也有所不同,需要根據實際情況進行選擇和調整。不銹鋼制管機強化密封設計,保障焊接過程氣體保護效果。天津多功能不銹鋼制管機工廠直銷
焊接工藝的深度解析:焊接工藝是不銹鋼制管機保證管材質量的關鍵環節,主要包含高頻焊接與氬弧焊接兩種工藝。高頻焊接借助高頻電流在管材接縫處產生的電阻熱,使接縫金屬迅速熔化,實現高效焊接。其焊接速度極快,在一般工業用不銹鋼管生產中,每分鐘可焊接 5 至 8 米,能滿足大規模生產需求。高頻焊接形成的焊縫具備較高的強度,通常可達母材強度的 85% 以上,且密封性良好,能滿足多數工業場景對不銹鋼管焊接質量的要求。例如在機械制造領域,用于制作結構件的不銹鋼管,經高頻焊接后可有效保障機械結構的穩定性。氬弧焊接則采用氬氣作為保護氣體,通過電弧將焊絲與管材接縫處的金屬熔化,形成高質量焊縫。此工藝的焊縫表面光滑,幾乎無焊接缺陷,特別適用于食品、飲料、制藥等對衛生安全要求極高的行業。在食品飲料行業,管材焊縫需通過嚴格的衛生檢測,氬弧焊接可確保焊縫無孔隙、無夾渣,避免微生物滋生,保障食品飲料在生產、儲存與運輸過程中的質量安全。梅州智能不銹鋼制管機服務熱線不銹鋼制管機配備除塵裝置,凈化車間環境,保障生產安全。

奧氏體不銹鋼的制管工藝優化:304/316L 奧氏體不銹鋼憑借良好的延展性和出色的耐腐蝕性,成為制管機常用的主流材料。針對這類材料,在制管時需采用多級漸進式軋制工藝,每道次變形量嚴格控制在 8 - 12%,以此避免材料出現冷作硬化現象。同時,為抵抗材料硬化帶來的磨損,軋輥表面需進行氮化處理,使其硬度達到 HV≥1200,這樣可大幅延長模具壽命,通常能使模具壽命達到 500km 軋制長度以上。在生產食品加工設備用不銹鋼管時,采用優化后的工藝,既能保證管材的耐腐蝕性,又能確保管材表面光滑,符合食品衛生標準。
多功能一體化集成:為提高生產效率與空間利用率,制管機朝著多功能一體化方向發展。一些新型制管機將管材成型、焊接、切割、打磨等多個工序集成于一體,從原材料到成品管材可在一臺設備上完成,減少了管材在不同設備間的轉運,降低了生產周期與成本。例如,集成了成型、高頻焊接與在線切割功能的制管機,能連續生產出定尺長度的管材,生產效率相比傳統分步式設備提升了 30% - 50%。此外,一體化制管機還能更好地實現各工序間的協同控制,通過統一的控制系統,確保各工序參數匹配,進一步提高管材質量,滿足市場對高效、高質量制管設備的需求。裝飾用不銹鋼制管機生產管材表面光亮,適配裝飾工程需求。

與新材料適配性增強:隨著新型材料的不斷涌現,制管機需要具備更強的與新材料適配性。比如,對于很高的強度、高韌性的新型合金材料,制管機的成型與焊接工藝需要進行優化。在成型方面,調整輥輪的壓力與摩擦力,確保新材料能夠順利成型且不損傷材料性能;在焊接方面,開發適合新材料的焊接工藝與設備,如針對鈦合金管材,采用電子束焊接技術,保證焊縫質量。同時,制管機的控制系統也需升級,以適應新材料加工過程中的參數變化,實現對新材料管材的高效、高質量生產,促進新材料在管材制造領域的廣泛應用。不銹鋼制管機優化模具表面處理,減少管材脫模阻力。廣州國內不銹鋼制管機訂做價格
不銹鋼制管機配備激光測距,精確控制管材長度,減少浪費。天津多功能不銹鋼制管機工廠直銷
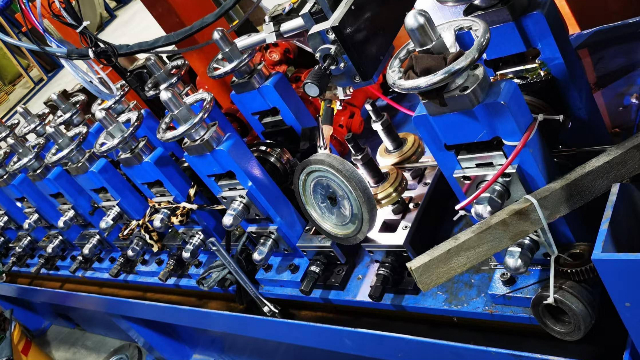
工作原理基礎闡述:不銹鋼制管機主要基于金屬塑性變形原理工作。首先,將不銹鋼帶材通過放卷裝置展開,然后送入矯平機進行矯平處理,以確保帶材平整進入成型機。在成型機中,帶材通過一系列特定形狀的模具,逐步被彎曲成圓形或其他預定的管材形狀。接著,利用高頻焊接設備對管材的對接縫進行焊接,使焊縫牢固且均勻。焊接后的管材再經過定徑機,確保管徑尺寸的精確性,然后通過切斷裝置按照設定長度切斷,完成不銹鋼管的制作過程。整個過程中,各裝置協同工作,實現從帶材到管材的高效轉變。天津多功能不銹鋼制管機工廠直銷
- 江西智能焊管機源頭廠家 2025-06-02
- 廣西高頻工業焊管機供應商家 2025-06-02
- 浙江食品機械輸送管焊管機銷售廠家 2025-06-02
- 國內焊管機按需定制 2025-06-02
- 陜西大口徑焊管機生產過程 2025-06-02
- 山東一體化焊管機 2025-06-02
- 福建一體化焊管機供應商 2025-06-02
- 全自動焊管機性價比 2025-06-02
- 江西鈦管焊管機代理商 2025-06-02
- 四川多功能焊管機定制 2025-06-02
- 建安直立型噴頭價格 2025-06-03
- 大型洗滌廠家價格 2025-06-03
- 上海本地變頻器維修規格 2025-06-03
- 內蒙OEM切割機廠家 2025-06-03
- 黑龍江真空氣冷羅茨泵機組 2025-06-03
- 菏澤膠板生產廠家 2025-06-03
- 淮安小型掘進機價格 2025-06-03
- 浙江印刷機哪個好 2025-06-03
- 湖北壓力化成柜工作原理 2025-06-03
- 廣東特殊六軸技術指導 2025-06-03