宜興本地人造板維修價格
人造板是以木材或其他非木材植物為原料,經一定機械加工分離成各種單元材料后,施加或不施加膠粘劑和其他添加劑膠合而成的板材或模壓制品。主要包括膠合板、刨花(碎料)板和纖維板等三大類產品,其延伸產品和深加工產品達上百種。人造板的誕生,標志著木材加工現代化時期的開始。此外,人造板還可提高木材的綜合利用率,1立方米人造板可代替3~5立方米原木使用。公元前1世紀初,羅馬人已熟知單板制造技術與膠合板制造原理。1812年法國人發明了單板鋸切機。1834年,法國又頒布了刨切機**。板芯一般采用充分干燥的短小木條,板面采用單層薄木或膠合板。宜興本地人造板維修價格

3.膠合強度。膠合性能主要有三個工藝參數,即時間、溫度、壓力。而膠黏劑用多用少怎么用,也影響著甲醛釋放量指標。4.含水率。含水率是反映細木工板的含水量的指標,若含水率過高或不均勻,產品在使用過程中出現變形翹曲或不均勻現象,影響產品的使用性能。 [2]細木工板的工藝要求很高,不僅需要足夠的場地讓木材有充足的時間進行適應性自然干燥,而且還要通過干燥窯進行嚴格的干燥工藝控制。另外,其加工設備的優劣程度不僅需要大量的資金投入,也是能否保證產品加工精度和質量的關鍵。梁溪區國產人造板工廠直銷干燥的工藝和過程控制與成材干燥有所不同。
(1)細木工板的質量等級分為優等品、一等品和合格品。細木工板出廠前,應在每張板背右下角加蓋不褪色的油墨標記,表明產品的類別、等級、生產廠代號、檢驗員代號;類別標記應當標明室內、室外字樣。如果這些信息沒有或者不清晰,消費者就要注意了。(2)外觀觀察,挑選表面平整,節巴、起皮少的板材;觀察板面是否有起翹、彎曲,有無鼓包、凹陷等;觀察板材周邊有無補膠、補膩子現象。查看芯條排列是否均勻整齊,縫隙越小越好。板芯的寬度不能超過厚度的2.5倍,否則容易變形。
1924年美國創造了馬松奈脫法(爆破法)纖維分離技術,1928年已能生產出高質量的硬質纖維板。1931年瑞典發明阿斯普倫德法,次年在瑞典建立了***個用此法生產的硬質纖維板廠,至此纖維板制造工業就脫離了造紙業而成為**的工業門類。1935年法國用廢單板制成長條刨花,在鋪裝成型中使各層刨花垂直相交排列組成板坯,是刨花板中定向技術的先導1937年瑞士提出三層刨花結構的制造工藝。1941年在德國建立了***個裝備齊全的刨花板工廠,就使刨花板工業完成了它的技術準備階段。20世紀初合成樹脂膠粘劑的出現,為刨花板工業生產準備了條件。

干燥包括單板干燥、刨花干燥、干法纖維板工藝中的纖維干燥,及濕法纖維板的熱處理。干燥的工藝和過程控制與成材干燥有所不同。成材干燥的過程控制是以干燥介質的相對濕度為準,必須注意防止干燥應力的產生;而人造板所用片狀、粒狀材料的干燥則是在相對高溫、高速和連續化條件下進行的,加熱階段終了立即轉入減速干燥階段。單板及刨花等材料薄,表面積大,干燥應力的影響甚小或者不存在。加之在切削過程中木材組織發生不同程度的松弛,水分擴散阻力小,木材內部水分擴散規律對單板、刨花等就失去意義。1898年英國首先在圓網造紙機上制造成半硬質纖維板。蘇州特制人造板工廠直銷
根據加壓方式不同,可分為平壓、擠壓、輥壓刨花板等;宜興本地人造板維修價格
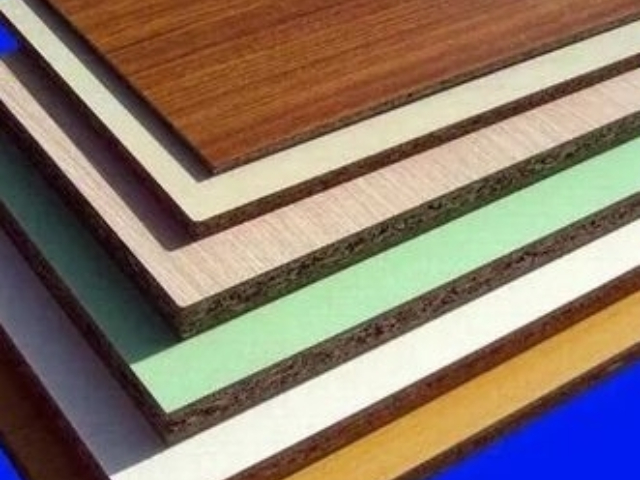
1、甲醛釋放量是人造板中較為重要的指標,消費者選購人造板時,應盡量選擇刺激性氣味較小,甲醛釋放量較低的板材。國家標準規定板材甲醛釋放量分為兩個等級:E1級可直接用于室內;E2級必須經過飾面處理后方可用于室內。所以消費者有選購時應注意廠家所明示的甲醛釋放量等級。2、好的人造板其外觀表面應光滑平整、表面無鼓泡分層,板面厚度均勻,無明顯翹曲現象,板邊的四周無缺損。3、正規的生產企業,在板上都會標明廠名、廠址、產品執行標準號、產品的等級和甲醛釋放量的等級等標識,消費者應盡量到信譽較好的建材超市去購買 [1]。宜興本地人造板維修價格
無錫愷屹塬建筑材料有限公司是一家有著先進的發展理念,先進的管理經驗,在發展過程中不斷完善自己,要求自己,不斷創新,時刻準備著迎接更多挑戰的活力公司,在江蘇省等地區的建筑、建材中匯聚了大量的人脈以及**,在業界也收獲了很多良好的評價,這些都源自于自身的努力和大家共同進步的結果,這些評價對我們而言是比較好的前進動力,也促使我們在以后的道路上保持奮發圖強、一往無前的進取創新精神,努力把公司發展戰略推向一個新高度,在全體員工共同努力之下,全力拼搏將共同 愷屹塬供應和您一起攜手走向更好的未來,創造更有價值的產品,我們將以更好的狀態,更認真的態度,更飽滿的精力去創造,去拼搏,去努力,讓我們一起更好更快的成長!
- 新吳區如何建筑裝飾材料廠家供應 2025-06-03
- 無錫附近人造板工廠直銷 2025-06-03
- 新吳區特制建筑防水卷按需定制 2025-06-03
- 梁溪區本地建筑裝飾材料廠家供應 2025-06-03
- 濱湖區質量建筑裝飾材料維修價格 2025-06-03
- 徐州挑選人造板廠家供應 2025-06-03
- 無錫挑選建筑防水卷貨源充足 2025-06-03
- 常州國產建筑防水卷廠家現貨 2025-06-03
- 宜興附近建筑防水卷銷售廠家 2025-06-03
- 蘇州如何建筑裝飾材料廠家現貨 2025-06-03
- 甘肅鎖扣pvc地板設備廠商 2025-06-03
- 南山區膜結構停車棚行業標準 2025-06-03
- 光明區附近的工字鋼 2025-06-03
- 西安臥室室內設計歡迎選購 2025-06-03
- 舟山節能鋁合金管道 2025-06-03
- 承德防水地板保養 2025-06-03
- 工業不銹鋼彎管加工定制廠家哪家好 2025-06-03
- 陜西拉法基水泥散裝 2025-06-03
- 新吳區如何建筑裝飾材料廠家供應 2025-06-03
- 室內軟膜天花哪家好 2025-06-03