遼寧本地輸送上料廠家現貨
跑偏原因帶式輸送機運行時輸送帶跑偏是最常見的故障之一。跑偏的原因有多種,其主要原因是安裝精度低和日常的維護保養差。安裝過程中,頭尾滾筒、中間托輥之間盡量在同一中心線上,并且相互平行,以確保輸送帶不偏或少偏。另外,帶子接頭要正確,兩側周長應相同。在使用過程中,如果出現跑偏,則要作以下檢查以確定原因,進行進行調整。輸送帶跑偏時常檢查的部位和處理方法有:(1)檢查托輥橫向中心線與帶式輸送機縱向中心線的不重合度。如果不重合度值超過3mm,則應利用托輥組兩側的長形安裝孔對其進行調整。具體方法是輸送帶偏向哪一側,托輥組的哪一側向輸送帶前進的方向前移,或另外一側后移。(2)檢查頭、尾機架安裝軸承座的兩個平面的偏差值。若兩平面的偏差大于1mm,則應對兩平面調整在同一平面內。頭部滾筒的調整方法是:若輸送帶向滾筒的右側跑偏,則滾筒右側的軸承座應當向前移動或左側軸承座后移;若輸送帶向滾筒的左側跑偏,則滾筒左側的軸承座應當向前移動或右側軸承座后移。尾部滾筒的調整方法與頭部滾筒剛好相反。(3)檢查物料在輸送帶上的位置。物料在輸送帶橫斷面上不居中,將導致輸送帶跑偏。如果物料偏到右側,則皮帶向左側跑偏,反之亦然。 真空上料機能自動地將物料輸送到包裝機、注塑機、粉碎機等設備料斗中,也能直接把混合的物料輸送到混合機。遼寧本地輸送上料廠家現貨
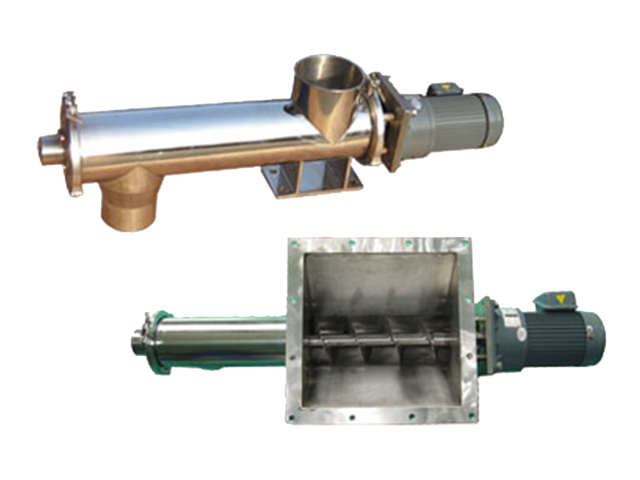
維護與保養1.上料機工作中,應注意觀察儲料倉的物料,如果儲料倉的物料已滿的情況下,上料機還繼續供料,會使上料管出口堵死,損壞螺旋葉片,嚴重時會燒壞電機。(嚴禁上料管出口堵死的情況下上料機繼續工作)2.上料機工作中,如果出現輸送不暢,阻塞的現象,立即停止工作。打開卸料閘門,上料電機反轉,排出阻塞在上料管的物料或雜物,清洗上料管。3.上料機工作中,上料管中出現異常聲音,應立即停止,切斷電源,將上料管平放,小心拉出螺旋桿,查看螺旋桿是否變形或偏心,若有應對其進行修復。4.儲料倉有料且卸料閘門沒打開的情況下,嚴禁上料機反轉,否則會損壞螺旋葉片,甚至會燒壞電機。5.若用戶無包裝設備應配上我公司配套的包裝設備,如不是我公司配套的包裝設備,應在上料機的電機部分安裝過電流保護器,防止過電流燒壞電機。6.上料機的清掃工作a.打開卸料閘門,上料機反轉排出上料管殘余物料,將上料管放置水平狀態,旋開卡箍,取下螺旋**座,小心的拉出螺桿。b.沖洗螺旋以及擦拭上料管內壁和料箱內壁。c.在沖洗螺旋和上料管的過程中,切忌不要將水灑到電機和開關部分,以免啟動時燒壞電機或導致漏電事情。d.按與a相反的順序裝上。青海加工輸送上料生產廠家由真空泵、不銹鋼吸料嘴、輸送軟管、PE過濾器、壓縮空氣反吹裝置、氣動放料閥門、真空料斗和料位裝置組成。
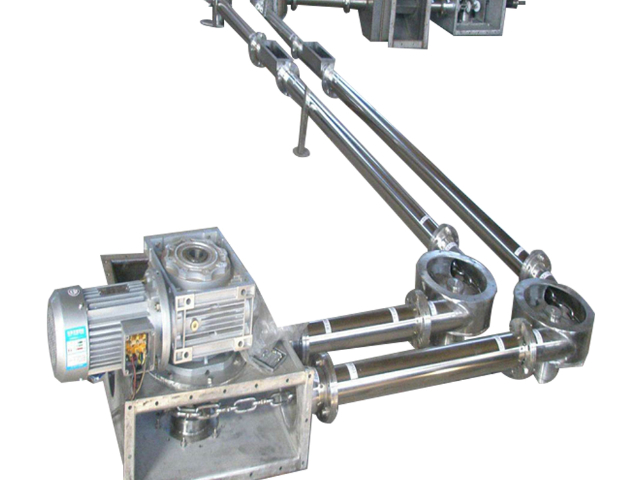
輸送原理:旋轉的螺旋葉片將物料推移而進行螺旋輸送機輸送。使物料不與螺旋輸送機葉片一起旋轉的力是物料自身重量和螺旋輸送機機殼對物料的摩擦阻力。結構特點:螺旋輸送機旋轉軸上焊有螺旋葉片,葉片的面型根據輸送物料的不同有實體面型、帶式面型、葉片面型等型式。螺旋輸送機的螺旋軸在物料運動方向的終端有止推軸承以隨物料給螺旋的軸向反力,在機長較長時,應加中間吊掛軸承。雙螺旋輸送機就是有兩根分別焊有旋轉葉片的旋轉軸的螺旋輸送機。說白了,就是把兩個螺旋輸送機有機的結合在一起,組成一臺螺旋輸送機。螺旋輸送機旋轉軸的旋向,決定了物料的輸送方向,但一般螺旋輸送機在設計時都是按照單項輸送來設計旋轉葉片的。當反向輸送時,會**降低輸送機的使用壽命。(3)斗式提升機利用均勻固接于無端牽引構件上的一系列料斗,豎向提升物料的連續輸送機械。斗式提升機具有輸送量大,提升高度高,運行平穩可靠,壽命長***,其主要性能及參數符合JB3926----85《垂直斗式提升機》(該標準等效參照了國內標準和國外標準),牽引圓環鏈符合MT36----80《礦用**度圓環鏈》,本提升機適于輸送粉狀,粒狀及小塊狀的無磨琢性及磨琢性小的物料。
排除方法6、常見故障:輸送帶跑偏故障原因分析:機架、滾筒沒有調整平直;托輥軸線與輸送帶中心線不垂直;輸送帶接頭與中心線不垂直,輸送帶邊呈S型;裝載點不在輸送帶**(偏載)。處理方法:調整在機架或滾筒,使之保持平直;利用托輥調位,糾正輸送帶跑偏;重新做接頭,保證接頭與輸送帶中心垂直;調整落煤點位置。7、常見故障:輸送帶老化、撕裂故障原因分析:輸送帶與機架摩擦,產生帶邊拉毛,開裂;輸送帶與固定硬物干涉產生撕裂;保管不善,張緊力過大;鋪設過短產生撓曲次數超過限值,產生提前老化。處理方法:及時調整,避免輸送帶長期跑偏;防止輸送帶掛到固定構件上或輸送帶中掉進金屬結構件;按輸送帶保管要求貯存;盡量避免短距離鋪設使用。8、常見故障:斷帶故障原因分析:帶體材質不適應,遇水、遇冷變硬脆;輸送帶長期使用,強度變差;輸送帶接頭質量不佳,局部開裂未及時修復或重打。處理方法:選用機械物理性能穩定的材質制做帶芯;及時更換破損或老化的輸送帶;對接頭經常觀察,發現問題及時處理。9、常見故障:打滑故障原因分析:輸送帶張緊力不足,負載過大;由于淋水使傳動滾筒與輸送帶之間摩擦系數降低;超出使用范圍,傾斜向下運輸處理方法:重新調整張緊力或者減少運輸量。 特點是安裝簡單、使用方便、維護保養便捷。

刮板輸送機應用刮板輸送機可用于水平運輸,亦可用于傾斜運輸。沿傾斜向上運輸時,煤層傾角不得超過25°,向下運輸時,傾角不得超過20°,當煤層傾角較大時,應安裝防滑裝置。可彎曲刮板輸送機允許在水平和垂直方向作2°~4°的彎曲。刮板輸送機的工作原理是什么?刮板輸送機的工作原理是,將敞開的溜槽,作為煤炭、矸石或物料等的承受件,將刮板固定在鏈條上(組成刮板鏈),作為牽引構件。當機頭傳動部啟動后,帶動機頭軸上的鏈輪旋轉,使刮板鏈循環運行帶動物料沿著溜槽移動,直至到機頭部卸載。刮板鏈繞過鏈輪作無級閉合循環運行,完成物料的輸送。刮板輸送機主要優缺點是:1、結構堅實。能經受住煤炭、矸石或其他物料的沖、撞、砸、壓等外力作用。2、能適應采煤工作面底板不平、彎曲推移的需要,可以承受垂直或水平方向的彎曲。3、機身矮,便于安裝。4、能兼作采煤機運行的軌道。5、可反向運行,便于處理底鏈事情。6、能作液壓支架前段的支點。缺點:1、空載功率消耗較大,為總功率的30%左右。2、不宜長距離輸送。3、易發生掉鏈、跳鏈事情。4、消耗鋼材多。成本大。 螺旋輸送機旋轉軸上焊的螺旋葉片,葉片的面型根據輸送物料的不同有實體面型、帶式面型、葉片面型等型式。青海加工輸送上料生產廠家
易于實現集中,提高自動化程度。遼寧本地輸送上料廠家現貨
皮帶輸送機的安裝皮帶輸送機的安裝一般按下列幾個階段進行。1、安裝皮帶輸送機的機架機架的安裝是從頭架開始的,然后順次安裝各節中間架,**后裝設尾架。在安裝機架之前,首先要在輸送機的全長上拉引中心線,因保持輸送機的中心線在一直線上是輸送帶正常運行的重要條件,所以在安裝各節機架時,必須對準中心線,同時也要搭架子找平,機架對中心線的允許誤差,每米機長為±。但在輸送機全長上對機架中心的誤差不得超過35mm。當全部單節安設并找準之后,可將各單節連接起來。2、安裝驅動裝置安裝驅動裝置時,必須注意使皮帶輸送機的傳動軸與皮帶輸送機的中心線垂直,使驅動滾筒的寬度的**與輸送機的中心線重合,減速器的軸線與傳動軸線平行。同時,所有軸和滾筒都應找平。軸的水平誤差,根據輸送機的寬窄,允許在。在安裝驅動裝置的同時,可以安裝尾輪等拉緊裝置,拉緊裝置的滾筒軸線,應與皮帶輸送機的中心線垂直。3、安裝托輥在機架、傳動裝置和拉緊裝置安裝之后,可以安裝上下托輥的托輥架,使輸送帶具有緩慢變向的彎弧,彎轉段的托滾架間距為正常托輥架間距的1/2~1/3。托輥安裝后,應使其回轉靈活輕快。 遼寧本地輸送上料廠家現貨
- 安徽哪里有三通閥生產過程 2025-05-07
- 廣東銷售輸送上料價格優惠 2025-05-07
- 江西加工光圈閥廠家供應 2025-05-07
- 浙江哪里有輸送上料批發廠家 2025-05-07
- 陜西旋轉閥歡迎選購 2025-05-07
- 陜西哪里有光圈閥價格優惠 2025-05-07
- 山西現代輸送上料批發廠家 2025-05-07
- 天津銷售輸送上料生產過程 2025-05-07
- 浙江定制旋轉閥價格優惠 2025-05-07
- 浙江半自動光圈閥批發廠家 2025-05-07
- 青浦區水冷固化燈以客為尊 2025-05-08
- 河北真空(負壓)泵站廠家價格 2025-05-08
- 泉州智能倉儲穿梭式貨架一臺多少錢 2025-05-08
- 遼寧木材機器人拋光打磨 2025-05-08
- 黑龍江一級能效空壓站 2025-05-08
- 滅火劑灌裝上蓋旋蓋一體機 2025-05-08
- 福建自動拉鉚 2025-05-08
- 甘肅伺服系統閥塊定制 2025-05-08
- 江蘇RNYM05-1320-25減速機公司 2025-05-08
- 金華EC后向離心風機電話 2025-05-08