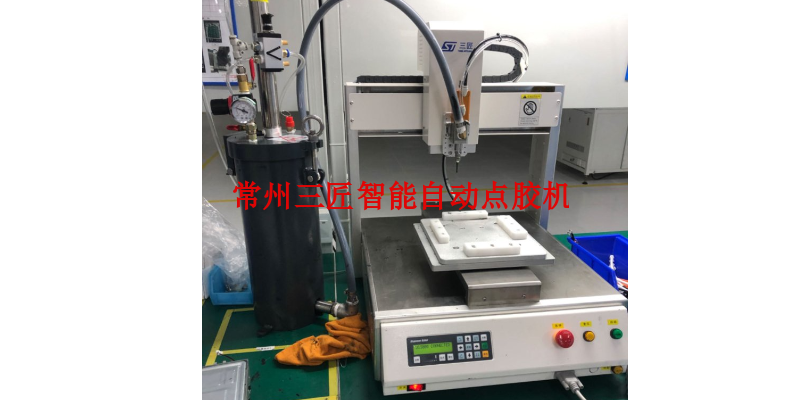
南通半自動點膠機工作原理
目前點膠時常常遇到的問題是膠粘劑與設備的匹配問題,希望在點膠過程中膠點是一個饅頭型,且在未裝配透鏡前,膠點的饅頭型保持率好,膠點形狀無變化,這就需要膠水在常溫下的黏度高,觸變性好,這樣才能使膠點在形成后形狀保持良好。在實際點膠過程中,噴射閥跟柱塞閥不同,在高速噴點的時候,如果黏度太高,膠粘劑就噴不出來,容易粘在出膠嘴,形成不了完整的點;黏度太低,膠點的形狀保持性又不好,而且還容易產生散點,拖尾的現象,影響燈條點膠質量。所以,設備和膠粘劑的匹配度很關鍵。噴射閥在用于低黏度流體的點膠時,如底填膠,一般使用0.2mm的噴嘴,但當使用上萬黏度且帶有觸變性的膠粘劑時,就無法有效劃線或打點,所以高黏度膠粘劑使用時,除了噴嘴溫度設置外,噴嘴的口徑選擇也很關鍵。例如在諾信S-800平臺,使用DJ-8000噴射閥,出膠口加熱溫度40°C,氣壓0.17MPa。購買雙工位點膠機請找常州三匠智能科技有限公司,歡迎來電詳談。南通半自動點膠機工作原理
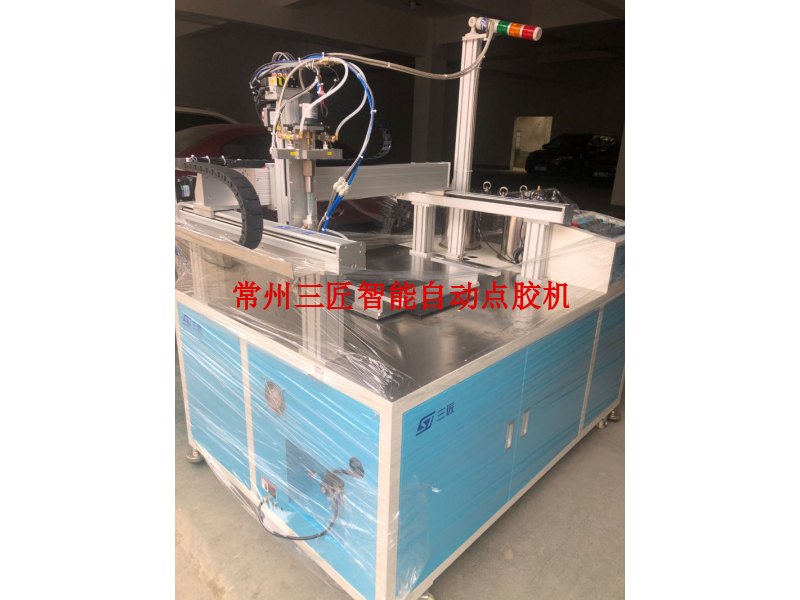
桌面點膠機即放在桌上的點膠機,需要一個工作桌,常用的機型有331,441,551這種機型的特點就是交貨快,靈活,兼容性高,價格低,維護簡單,能夠實現快速投產,點膠的功能和效果跟在線機一樣,產品在它的行程覆蓋范圍內,只需要制作簡單的治具,即可馬上投入生產,它還有另一個優勢就是在產品換代時,也能夠通過更換治具,輕松實現產線轉換,還有一種叫落地點膠機,是桌面點膠機的衍生品,不需要桌子了,好處是機架的牢固性肯定是比工作桌好很多,行程也能做的更大。在線機型的特點是全自動化,不需要人工上料,產品從上游流入,加工完成后從出口流出,現在有多的在線機型都使用了直線電機,實現了高速高精度,效率和穩定性非常高,而且不需要太多的人工,在目前老齡化趨勢的背景下,在線機是未來發展的趨勢,但是它目前的問題是,交期相對較長,設備的通用性不是太高,需要制作和整線匹配的治具,因為是嵌入整條產線中,所以調試和維護的復雜程度就很高。總結一下兩種方式的特點:桌面機更適合快速落地,初次低成本投入,靈活換線的產線規劃;在線機適合高速高精度,省人工,中長期的產線規劃。馬鞍山視覺點膠機供應商購買桌面型點膠機請找常州三匠智能科技有限公司,歡迎來電詳詢。

控制系統:三軸點膠機的控制系統是實現精確點膠的關鍵。先進的控制系統能夠實時監測和調整點膠過程中的各項參數,確保點膠的精度。控制系統通常包括運動控制卡、伺服電機、編碼器等。膠水供給系統:膠水供給系統是三軸點膠機的部件之一。膠水的供給方式和穩定性直接影響到點膠的精度。常見的膠水供給方式包括壓力供給、螺桿供給等。視覺系統:有的三軸點膠機配備了視覺系統,能夠實時監測和校正點膠位置和形狀。視覺系統的精度和穩定性對于點膠的精度起到重要作用。
點膠設備由以下幾個系統組成:控制膠粘劑流速流量與出膠形狀的點膠閥和點膠針頭;提供連續不斷膠粘劑供給的供料系統;控制膠粘劑出膠時間和位置的點膠控制器;實現膠粘劑與產品形狀和要求完美匹配的功能型點膠平臺;如果是雙組分膠粘劑體系,點膠設備還需要加裝一個雙組分精確計量系統;雙組分膠粘劑混合系統。供料也是設備的一個關鍵組成部分,一個合適的供料系統,不僅可以為點膠機提供穩定的出膠環境,也可以讓膠粘劑在使用時杜絕接觸環境造成污染或是空氣進入點膠管道,影響點膠效果。購買落地式點膠機請找常州三匠智能科技有限公司,歡迎來電洽談。
點膠機應用行業:電子行業:電腦、數碼產品、MP3/MP4、耳機、手機按鍵、手機邊框熱熔膠、指紋識別模塊上膠、電芯封裝、音箱、線圈、電子玩具、集成電路、PCB打膠、傳感器、POS機、手持終端PDA、機箱打膠、晶振元件、LCD屏、電路元件、電路板;電聲行業:喇叭、揚聲器、蜂鳴器、音響、耳機。電感行業:小型變壓器、貼片變壓器、電感、繼電器、小型線圈馬達。通訊行業:手機按鍵、手機機殼粘接、對講機、電話機、傳真機。3C行業:電腦、數碼產品、數碼相機、MP3、MP4、電子玩具、機殼粘接。開關行業:開關、連接器、線材、插頭連接線。電子元件行業:電子元器件、集成電路、線路板點錫膏,電子零件固定及防塵防潮保護,LCD液晶屏等。汽車行業:車燈和電動車控制器的封裝、濾清器、車身和車頂加強板的粘接、剎車片、離合器和傳動帶的封裝、車窗密封、塑料擋板的封裝保護、汽車傳感器、汽車電子、儀器儀表、機械密封和其他汽車機械零件照明行業:LED燈、射燈、照明燈、電路板、燈泡,燈罩、燈座、LED驅動電源導熱等4.建筑裝飾類行業:鋼材、隔熱鋁材、建筑板材、防盜門、消防門5.還有五金、家電、小商品以及其他一些需要膠水的地方,就需要點膠工藝服務。購買在線式點膠機請找常州三匠智能科技有限公司,歡迎來電溝通。無錫在線式點膠機教程
購買三軸點膠機請找常州三匠智能科技有限公司,歡迎來電詳詢。南通半自動點膠機工作原理
接觸式點膠常見問題的解決方法以密封膠在平面密封時打膠為例,總結點膠過程中遇到的問題。膠條出現粗細不一致,膠線不飽滿原因分析:劃線時,膠水是先到達點膠面,然后隨著出膠量的增加,由下而上的填充成型,一般膠條剖面是呈半圓形;出現S型,主要是點膠嘴與基板高度過高,膠水沒有到達底部,點膠頭已經離開該位置,所以膠條被拉成粗細不一致,膠線不飽滿。解決方法:調整點膠高度,主要是降低點膠高度,直到膠線粗細一致為止。做平面密封時,打回形或圓形膠條,在開頭和收尾處出現銜接不好的問題。原因分析:開始時,出膠較少或較多,造成出膠少或者多,達不到理想的量;收尾時,斷膠困難,或關膠不及時,造成出膠量大,每次點膠,重現性差,不穩定。解決辦法:出膠時間和位置的控制,與膠閥的靈敏性有關,一般將普通的時間壓力式出膠的出膠頭加裝氣動控制閥,這樣出膠時間和位置與膠粘劑中壓力無關,只與控制閥有關,而控制閥的開關只與輸入的信號有關,與膠粘劑壓力無關,這樣就可以實現流體的快速開關和一致重現性好的要求。南通半自動點膠機工作原理
- 杭州在線式焊錫機銷售電話 2025-05-13
- 湖州視覺焊錫機多少錢一臺 2025-05-13
- 湖州雙Y軸焊錫機教程 2025-05-13
- 浙江半自動焊錫機報價 2025-05-12
- 泰州自動視覺焊錫機廠家 2025-05-12
- 南京雙工位焊錫機定做 2025-05-12
- 鎮江桌面型焊錫機定做 2025-05-12
- 滁州雙工位焊錫機供應商 2025-05-12
- 合肥桌面型焊錫機 2025-05-12
- 常州雙工位焊錫機定做 2025-05-12
- 北京國內租機床的廠家 2025-05-13
- 浙江進口人工智能系統集成服務 2025-05-13
- 綠色環保水沖霜冷風機生產廠家 2025-05-13
- 碳鋼火焰等離子切割機生產廠家 2025-05-13
- 海南鋁合金迷你氣缸費用 2025-05-13
- 煙臺直銷天然氣高壓球閥 2025-05-13
- 四川地下車庫風管設計 2025-05-13
- 湖州靜音起重機報價 2025-05-13
- 成都工業皮帶推薦廠家 2025-05-13
- 北京小型炮塔銑床使用方法 2025-05-13